As engineering gets bigger and bigger to retain energy by reducing weight, aluminum is destined to grow.
The weight of aluminum fasteners is 1/3 of the importance of similar steel fasteners. The strength properties of this frequently used alloy are surprisingly good.
Aluminum fasteners have a higher strength-to-weight ratio than other fasteners made of industrial and trade materials.
Aluminum is not magnetizable. The thermal and electrical conductivity of aluminum is excellent, about 2/3 of copper in the same volume. Aluminum has good machining characteristics and is accessible to cold form and hot forge.

Under normal circumstances, aluminum has sufficient corrosion resistance. And when the expected exposure environment is harsh, its corrosion resistance can be significantly improved by anodizing.
Anodizing is an electrical machining process that forms an oxide film on a metal surface. Anodizing enhances corrosion resistance and improves protection against abrasion and scratches. Anodized coatings come in many colors for decorative and identification purposes. In atmospheric corrosion, aluminum forms a light gray oxide film on the surface. These corrosion products do not contaminate aluminum surfaces or spread to adjacent surfaces, unlike many other metals that behave under corrosion in this respect.
In addition, aluminum alloy bolts can also solve the electrochemical corrosion caused by steel and aluminum connections and the inconsistency of thermal expansion coefficients between steel bolts and aluminum-connected parts—the risk of creep, impairing preload retention.
01

Craft of Aluminum Alloy Bolts
The primary process route of aluminum alloy is as follows:
Cold forming – cleaning – heat treatment (annealing + aging hardening) – thread rolling – cleaning – lubrication – acceptance.
02
Wire of of Aluminum Alloy Bolts
The tensile strength of pure aluminum is about 13,000 psi, and it is possible to increase the resilience significantly by adding a small amount of alloying elements. The aluminum alloys of 2XXX, 6XXX, and 7XXX have a good effect on heat treatment. Therefore, virtually all threaded fasteners used for load transmission are made of these three significant categories of aluminum alloys.
Four aluminum alloys are almost exclusive.
Type 2024-T4 aluminum alloy (4.5% copper, 1.6% manganese, 1.5% magnesium, and the remainder aluminum) is heavy-duty. It achieves a balance in the combination of strength, corrosion resistance, manufacturability, and economy and is widely used in manufacturing threaded fasteners.
Bolts, screws, and studs made of Type 7075-T73 aluminum alloy (1.6% copper, 2.5% manganese, 0.3% chromium, and the remainder aluminum) showed a slight improvement in strength, and due to the ” T73″ unique heat treatment process, it can prevent the occurrence of stress corrosion to a large extent. But the high cost limits its popularity.
6061-T6 aluminum alloy (containing 0.6% silicon, 0.25% copper, 1% magnesium, 0.2% chromium, and the rest is aluminum) can design internal and external threaded fasteners with higher requirements for corrosion resistance.
6062-T9 type aluminum alloy (containing 0.6% silicon, 0.25% copper, 1% magnesium, 0.09% chromium, 0.5% lead, and the rest is aluminum) is almost exclusively used for design nuts. This alloy is stronger and has relatively better corrosion resistance than Type 6061-T6 aluminum alloys.
Full-thickness nuts made of Type 6063-T9 aluminum alloy have sufficient strength to mate with bolts made of Type 2024-T4 or 7075-T73 aluminum alloys. Machine screws, nuts, and other 1/4 inch and smaller nuts are made of Type 2024-T4 aluminum alloy.
The four aluminum alloys already mentioned are the most widely used in manufacturing threaded load-bearing fasteners. In contrast, other aluminum alloys manufacture different types of fasteners. Small solids, half-pipes, and blind rivets are made from aluminum alloys of 1100-F, 5052-F, and 5056-F, respectively. The heat-treatable 2017-T4, 2117-T4, 2024-T4, 6061-T6 aluminum alloys and the relatively newly developed 7075-T73 aluminum alloys have superior shear strength and do not require “pre-drive treatment.” It can be driven.

Flat washers are usually made of aluminized 2024-T4 alloy; coil spring washers are generally made of 7075-T6 alloy; tapping screws can be made of 7075-T6 alloy; self-tapping screws are made of the same material alloy by anodizing. 2011-T3 type aluminum alloy (containing 5.5% copper, 0.5% lead, 0.5% bismuth, and the rest is aluminum) can be used to make parts for thread cutting machines.
03
Performance of of Aluminum Alloy Bolts
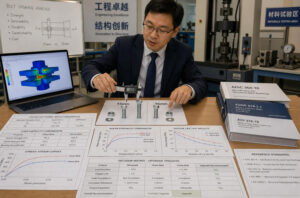
The strength properties of aluminum alloy materials 2024-T4, 6061-T6, and 7075-T73 for externally threaded fasteners are discussed explicitly in ASTM F468 on page B-158; the strength of aluminum alloy materials for nuts 2024-T4, 6061-T6, and 6062-T9 Properties are discussed in detail in ASTM F467 on page B-184.
It is necessary to explain two differences in mechanical properties between aluminum alloy threaded fasteners and fasteners made of other metal materials.
The first point is: When calculating the load capacity of the part, the area of the root portion of the cross-section is to be determined rather than the larger area of tensile stress. Only the tensile and yield strength values of mechanical test specimens given in Table 2 of ASTMF468 are actual strength values. Appropriate adjustments can be made when calculating the power of the total size of the fastener. In this way, when multiplying the stress value by the area of the stressed side of the thread to calculate the load capacity in pounds, the calculation result is approximately the product of the “true value” in the table and the area of the smaller root area.
The second point is that aluminum alloy fasteners’ hardness difference is minimal and meaningless as inspection criteria. As an alternative to hardness testing, shear strength testing is usually introduced.
Surface treatment
The bolts are oxidized and sealed. Based on the effect of anodizing and micro-arc oxidation treatment on improving the resistance to grain boundary corrosion, the aluminum alloy bolt adopts surface oxidation treatment. Since the surface corrosion resistance of the aluminum alloy wire is not strong, the surface treatment must be carried out by anodizing to increase the corrosion resistance, wear resistance, and appearance of the aluminum bolt.
The primary process is:
(1) Surface pretreatment.
The surface of the bolt is cleaned by chemical or physical methods to expose the pure matrix, which is beneficial to obtain a complete and dense artificial oxide film. Mirror or matt (matt) surfaces can also be obtained by mechanical means;
(2), Anodic oxidation.
Under certain process conditions, the surface of the pretreated bolt will undergo anodic oxidation on the surface of the substrate to form a dense, porous, and strong AL203 film layer;
(3) Sealing holes.
The pores of the porous oxide film formed after anodization are closed so that the anti-fouling, corrosion resistance, and wear resistance properties of the oxide film are enhanced. The oxide film is colorless and transparent. Using the strong adsorption of the oxide film before sealing, some metal salts are adsorbed and deposited in the film pores so that the surface of the profile can show many colors other than the original color (silver white), such as: black, bronze, gold, and stainless steel.
Oxidation treatment and sealing treatment requirements: GB/T8013.1 grade V; salt spray corrosion resistance (CASS) is 72h, grade ≥9; alkali resistance ≥125s; wear resistance f≥300g/μm.
04
Thread rolling of of Aluminum Alloy Bolts
Thread rolling is arranged after the heat treatment process to optimize bolt mechanical properties further, minimize susceptibility to intergranular corrosion, increase fatigue strength (reduce thread root effects) and reduce the risk of thread damage.
Also, the material properties of aluminum dictate that the entire shank, including the bolt neck, must be cold formed using multi-station complex-forming equipment. It should be noted that during the manufacturing process of aluminum alloy bolts, it should be avoided to mix with steel bolts and screws manufacturing equipment and tooling (molds, knives, etc.).
05
Friction coefficient control of of Aluminum Alloy Bolts
The friction coefficient stabilizer is coated by dipping. As the last manufacturing process, the effective control of the tightening speed is realized. The variation difference of the friction coefficient value between the mass-produced fasteners is effectively reduced to stabilize the tightening torque and improve the tightening—the locking force of the piece in the vibration and swing environment.
It adopts the friction coefficient stabilizer of a water-based colloidal dispersion liquid containing a high molecular polymer, a unique dry lubricant. It can be coated, dried, and cured to form a transparent lubricating film with good adhesion.
And because of this extraordinary dry lubrication, the film layer is skinny, avoiding the problem of affecting tolerances. Parts pre-applied with lubricating water wax can be stored for later use, ready for assembly, and compatible with automated operations.
06
Application of of Aluminum Alloy Bolts
Benz 7-speed, 9-speed gearbox housing connection
Summarize
1. Aluminum alloy bolts are ideal for fastener connection under the goal of lightweight automobiles.
2. Compared with carbon steel bolts, it can reduce the weight by up to 65% (0.5-1kg/gearbox). It can be applied to magnesium/aluminum alloy parts, avoiding electrochemical corrosion of contact parts. The anti-corrosion effect is more potent than that of coating or combined washers.

3. When used for the connection of magnesium alloy parts, it can significantly reduce the relaxation of the preload under high-temperature conditions.