I. Bolts
According to the connection method, there are many types of bolts divided into standard bolts and reamed hole bolts.
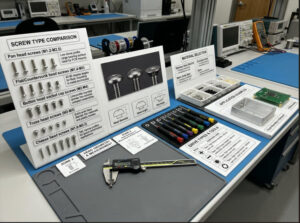
The head shape is divided into hexagonal ones, round ones, square ones, countersunk ones, etc.
According to the thread length, they can be divided into full thread and non-full thread.
The form of the screw can be divided into coarse tooth type and fine-tooth type; rough tooth type will not appear on the screw mark.
According to the performance, the level is divided into 3.6.4.8.5.6.5.8.8.8.8.9.8.10.9.12.9 eight grades, of which 8.8 grade and above bolts material for low carbon alloy steel or medium carbon steel, and heat treatment (tempering + tempering), generally known as high strength bolts, 8.8 grade below (excluding 8.8 grade) is commonly known as ordinary bolts.
General screws can be divided into A.B.C according to manufacturing accuracy, A.B grade is fine bolts, C grade is rough bolts. Unless otherwise specified, connection bolts for steel structures are generally ordinary course grade C bolts, and other shaped and special bolts are also available.

Design bolts according to the requirements of use.
To do a good job, the first thing is to clarify its performance requirements and understand the relationship between functional and technical requirements, whose technical requirements are derived from applicable requirements, whose functional requirements are derived from user needs, or other external conditions requirements.
How do you translate functional requirements into technical requirements? For example, if you want to make the fatigue strength of a bolt slightly higher, you have to design the transition rounding of the bolt’s head rationally. Rounding of the bolt root. Then reflect this design information in the design drawings or technical requirements. For example, the actual application requires that the bolt not rust in both medium and long-term corrosive environments. You will need to select the appropriate surface treatment or bolt material to meet the requirements of the application environment according to the relevant criteria.
Screw performance grade, thread tolerance grade, dimensional accuracy grade, surface treatment method, etc., are factors to be considered in the design. Even the sequence of some processes should be defined in the design. For example, the reversal of the order of thread rolling and tempering affects the fatigue strength of the threads.
Relationship between materials and bolts.
The anchor should be designed with suitable materials. Most bolts are made of ordinary carbon steel or alloy steel. Still, bolts can be used in highly corrosive environments or environments with significant temperature changes, such as standard carbon steel or alloy steel, which are not suitable.
At shallow temperatures, ordinary carbon steel materials are susceptible to brittle fracture and prone to brittle fracture in the absence of signs and symptoms. Common carbon steel will produce creep; when not loosened, the bolt preload decreases, prone to loosening or fatigue failure.
Some bolts also require high creep resistance. Good resistance to stress corrosion. Oxidation resistance and low gap sensitivity.

IV. The production process of screws.
Screw production process sequence: plate element – correction – annealing – de-oxygenation – pier – heat treatment – rolling thread – surface treatment – lubrication – packaging.
Some processes can be arranged according to the bolt manufacturer‘s production equipment to change the order. Still, some techniques can not be adjusted if adapted to affect product quality or reduce product performance.
Without affecting the product performance or ensuring product quality, improving production efficiency and reducing production costs is essential for determining the process flow.
Adjustments to specific processes will affect product quality. For example, heat treatment and rolling threads, if the bolt has no special fatigue resistance requirements, it is no problem to heat treat rolling threads or roll threads before heat treatment, but if the fatigue strength requirements are high, the threads should be moved after heat treatment.
Wangzi fastener screw manufacturing process
V. Heading type bolts.
Cold heading forming is the preferred process for fastener head forming. The cold heading method has high production efficiency, high material utilization, good surface quality, and good internal quality.
The steel bar is sheared to the desired length and then headered, and the header may be cold or hot die. Usually, smaller bolts are formed by the cold heading method, and larger bolts are created by the hot heading method.
I am forging forming, continuous forming of metal fibers, high strength, and better fatigue resistance.
VI. Heat treatment
To improve the comprehensive mechanical properties of fasteners, heat treatment is one of the critical processes in the production of high-strength bolts; the heat treatment process has a significant impact on the pins, especially the intrinsic quality of high-strength bolts.
The heat treatment process outside the furnace will produce a certain amount of oxidation gas after a series of chemical changes, high strength bolts surface rust, and decarburization of the material itself. According to the technician, the decarburization of medium carbon alloy steel is serious, and the decarburization temperature range is 700~800℃.
Decarburization is one of the failure factors that need to be prevented during the heat treatment of the bolt. Decarburization will lead to a decrease in local strength, making the bolt susceptible to microcracking when it is stressed, which will lead to fatigue failure. Surface carbonization of the rebar increases strength and reduces plasticity, leading to delayed cracking or fracture.
The poor air volume control also leads to super poor decarburization of the screw. In the cold upsetting process of high-strength bolts, there is an annealed decarburization layer of raw material and extrusion of the top of the thread of high-strength bolts. At this time, the surface of the high-strength bolts that need to be quenched need not be pre-designed hardness, when the mechanical properties of high-strength bolts will be significantly reduced.
The carbon potential of blast furnace gas is at a specific temperature, the furnace atmosphere, and a certain amount of carbon content of the steel parts on the contact surface of the chemical reaction to reach the furnace gas equilibrium state. The carbon potential of blast furnace gas is determined by the composition of the furnace gas itself. The temperature of the furnace gas and the catalytic effect in the furnace. Catalyst conditions, etc. For the protective gas, the carbon potential of the furnace gas should be equal to or slightly higher than the carbon content of the steel itself so that the steel will not be oxidized and decarburized during heating.
To make the carbon potential favorable to the carburizing process, the carbon potential of the furnace gas can be controlled in stages, i.e., the carbon potential should be increased as much as possible at the beginning. As the workpiece has a solid ability to absorb carbon, it is not easy to produce carbon black. The high carbon potential can make the concentration gradient on the surface of the carburizing layer large, which is conducive to diffusion and increase the carburizing speed.
In the second stage, due to the high concentration gradient on the surface of the workpiece, when a certain penetration depth is reached, the carbon absorption capacity of the workpiece surface starts to decline, so the carbon potential should not be too high to avoid carbon black.
The third is the diffusion period; the carbon potential of the furnace can be further reduced so that the surface carbon concentration gradient and the penetration depth can reach the process requirements.
Before rolling threads, the part of being rolled threads needs to be turned to the middle diameter of the threads.
The roller is used to form the threads with the pressure of the silk plate. The advantage of threads made by rolling is that the plasticity of the threaded part of the metal fiber flow is not cut off, so the bolt strength is increased—high precision. In addition, the rolling process is widely used because of its uniform quality.
To obtain the outside diameter of the finished thread, the requirements for the blank thread diameter vary. It is limited by the thread accuracy and the material with or without coating. For example, if a hot-dip galvanized surface treatment is applied to the threads, the effect of the surface treatment on the final thread size is taken into account when processing the threads and is advanced when rolling the threads.
The hobbing type thread pressing head is a processing method that uses plastic deformation to shape the threads. The die has the same pitch and tooth shape as the machined thread. The thread is formed by squeezing a cylindrical blank while rotating the screw blank and transferring the tooth roller to the blank.
The common denominator of hot rolling thread processing is that the number of roller revolutions does not have to be too high; it is inefficient if it is too high. The thread tooth surface is prone to stripping or messy buckling. Conversely, suppose the number of revolutions is too low. In that case, the thread diameter is prone to loss of roundness, and the initial rolling pressure is abnormally high, leading to shortened die life.
Common defects of roller thread: Cracks or scratches on the surface of the threaded part. Messy buckle. If there are a large number of these defects, they are found during the machining process. However, if the number is small, these defects are not found during the production process, and they will circulate and bring trouble to the user. In this regard, the critical issues in the process conditions should be summarized and controlled.

VIII, Surface treatment.
Many materials are used to manufacture bolts, such as carbon steel, alloy steel, and stainless steel. But carbon steel is the most economical material to use; carbon steel itself cannot rust, so its surface needs to be treated appropriately to meet corrosion protection requirements.
Various surface treatment methods have different anti-corrosion grades, and the performance of anti-corrosion coating is other, and the use temperature of different layers is also different.
Anchor rod surface treatment methods
IX. Lubrication
The friction coefficient of the same thread surface coated with different lubricating materials is not the same, even if the same lubricating material is coated on the thread surface with other surface treatments. Moreover, the working temperature applicable to various lubricating materials is not the same, and the lubricating effect will be lost if the operating temperature range is exceeded.
Ordinary oil can play the role of lubrication and a specific anti-corrosion effect, but if the ambient temperature exceeds 120℃, the grease will play a role. Therefore, lubricants cannot be used in vacuum environments.
Graphite is a good thread lubricant, but graphite must be mixed with liquid media, and the temperature of the media influences its working temperature.
Molybdenum disulfide is the most commonly used lubricant. Molybdenum disulfide effectively reduces wear at low temperatures and transforms into molybdenum trisulfide when the temperature exceeds 390°C, which has a wear-increasing effect.
For different lubricating materials with further thread surface treatment, the possible range of friction coefficient is as follows.
Therefore, high-quality bolts can be made with good design, material, heat treatment, thread rolling, surface treatment, lubrication, and other essential processes.