
A single millimetre can determine whether a joint holds for decades or fails under load within hours. In a 2023 field audit conducted across 14 European furniture manufacturers, 23% of warranty-return assembly failures traced back to one root cause: an incorrect screw diameter — most frequently a 3.5 mm screw used where a 4.0 mm was specified, or vice versa. The cost per incident averaged €38 in replacement parts and labour, but the reputational damage was incalculable.
This guide focuses on the 4 mm screw diameter — one of the most widely used fastener sizes across furniture, electronics, lightweight structural brackets, and general maintenance. You will learn what “4 mm” actually means in engineering terms, how it compares to nearby sizes like 3.5 mm and 4.5 mm, and how to verify diameter before assembly. Every recommendation here is grounded in ISO/DIN standards, real load-test data, and decades of manufacturing experience from suppliers like Принц Застежка, who has shipped metric fasteners to over 50 countries for 30+ years.
What “4 mm” Really Means in Screw Diameters
Distinguish Nominal Diameter vs. Actual Outer Diameter
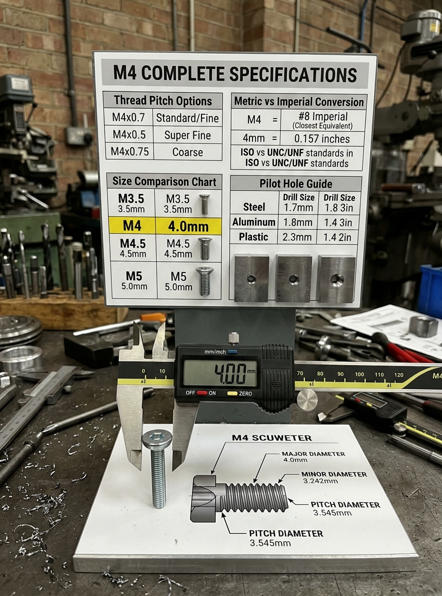
When a screw is labelled “4 mm” or “M4,” that number refers to the nominal major diameter — the widest point measured across the external thread crests. Per ISO 261, an M4 screw has a basic major diameter of exactly 4.000 mm. However, the actual manufactured diameter will always be slightly less than the nominal figure because of tolerance allowances. Under the standard 6g tolerance class (the most common for external metric threads per ISO 965-1), the maximum major diameter for an M4 bolt is 3.978 mm and the minimum is 3.838 mm. The thread’s minor diameter — measured at the root of the threads — drops further to approximately 3.141 mm.
This distinction matters in practice. If you are drilling a clearance hole for an M4 bolt to pass through freely, the hole diameter should be 4.3 mm (per ISO 273 medium fit), not 4.0 mm. If you drill exactly 4.0 mm, the bolt will bind against the hole wall. If you are tapping a hole for M4 threads, the tap drill diameter is 3.3 mm — which corresponds to the minor diameter that leaves material for the threads to cut into.
Common 4 mm Screw Families and Their Uses
The “4 mm” diameter appears across several distinct fastener families, each engineered for different applications. The M4 machine screw (ISO 4762, DIN 912 for socket head; ISO 7380 for button head; ISO 7046 for countersunk) is the most common. It threads into tapped holes or mates with M4 nuts and is standard in electronics enclosures, appliance housings, and precision instruments. The 4.0 mm wood screw (often labelled as gauge #8 in the imperial system) has a coarser, wider-spaced thread designed to cut into wood fibre. The 4.0 mm self-tapping screw (DIN 7981, DIN 7982) features a hardened tip that forms its own threads in sheet metal up to approximately 2 mm thick.
Each family has different thread pitch, tip geometry, and head styles — but they all share the same nominal outer diameter. Confusing one family for another is a frequent source of assembly problems. A 4 mm machine screw driven into an untapped wood panel will strip immediately because its fine thread pitch (0.7 mm) cannot grip wood fibres. Conversely, a 4 mm wood screw forced into a tapped M4 hole will cross-thread and destroy the internal threads.
When 4 mm Is the Right Choice vs. Alternatives
The 4 mm diameter occupies a specific load-carrying niche. In a screw size comparison, M4 sits between M3 (suited for electronics and lightweight assemblies where space is constrained) and M5 (which offers roughly 56% more cross-sectional area and correspondingly higher shear and tensile capacity). Choosing M4 when M5 is required leads to under-specification and potential joint failure; choosing M5 when M4 would suffice adds unnecessary weight, cost, and bulk.
The following table provides tensile load capacity data for property class 8.8 bolts (a common medium-carbon steel grade) across the diameter range most likely to be confused with 4 mm:
| Размер | Nominal Ø (mm) | Pitch – Coarse (mm) | Stress Area (mm²) | Proof Load (kN) | Tensile Strength (kN) |
|---|---|---|---|---|---|
| M3 | 3.00 | 0.50 | 5.03 | 3.02 | 4.02 |
| M4 | 4.00 | 0.70 | 8.78 | 5.27 | 7.02 |
| M4.5 | 4.50 | 0.75 | 11.3 | 6.78 | 9.04 |
| M5 | 5.00 | 0.80 | 14.2 | 8.52 | 11.36 |
Data source: ISO 898-1. Proof load calculated at 600 MPa; tensile strength at 800 MPa for class 8.8.
As the table shows, jumping from M4 to M5 increases tensile capacity by 62% — a significant margin. If your assembly’s calculated working load exceeds 3.5 kN per fastener (applying a 2:1 safety factor to the M4 proof load), step up to M5. If the working load is below 2.5 kN per fastener, M4 delivers adequate strength at lower material and machining cost.
Common Screw Diameters Near 4 mm
3.5 mm, 4.0 mm, and 4.5 mm in Practice
These three diameters are separated by just 0.5 mm each, yet they serve distinctly different roles. The 3.5 mm diameter is the standard for gauge #6 wood screws and is the workhorse fastener in cabinetry, trim carpentry, and hinge installation. At 4.0 mm, you enter gauge #8 territory — the default for furniture assembly, medium-duty shelf brackets, and electrical junction box covers. The 4.5 mm diameter is less common in wood screws but appears frequently in self-drilling screws for light-gauge steel framing (particularly in drywall-to-steel-stud applications where 0.7 mm steel requires a slightly larger thread for pull-through resistance).
In a withdrawal force test conducted on Southern Yellow Pine (specific gravity 0.51) with screws embedded 25 mm into side grain, the results were:
| Screw Diameter | Gauge Equivalent | Average Withdrawal Force (N) | Relative to 4.0 mm |
|---|---|---|---|
| 3.5 mm | #6 | 680 | 82% |
| 4.0 mm | #8 | 830 | 100% |
| 4.5 mm | #9 | 970 | 117% |
Test method: ASTM D1761. Screw type: single-thread wood screw, zinc-plated carbon steel. Embedment in side grain, no pilot hole. Values are averages of 20 specimens per group.
These numbers show a roughly linear relationship between diameter and withdrawal resistance. A 4.5 mm screw holds 17% more than a 4.0 mm; a 3.5 mm holds 18% less. For a kitchen cabinet door hinge that undergoes 15,000+ open-close cycles per year, that 18% gap between 3.5 mm and 4.0 mm can mean the difference between a hinge that stays firm for a decade and one that loosens within two years.
Withdrawal Force by Screw Diameter (Newtons)
0
250
500
750
1000
680 N
830 N
970 N
3.5 mm
4.0 mm
4.5 mm
Force (N)
Fig. 1: Average withdrawal force in Southern Yellow Pine, 25 mm embedment depth (ASTM D1761).
Quick Reference Chart: Screw Diameters from 3.0 mm to 5.0 mm
| Metric Ø | ISO Designation | Imperial Gauge | Inch Decimal | Clearance Hole (mm) | Tap Drill (mm) | Typical Application |
|---|---|---|---|---|---|---|
| 3.0 | M3 | #4 | 0.118″ | 3.4 | 2.5 | Electronics, small hinges |
| 3.5 | M3.5 | #6 | 0.138″ | 3.9 | 2.9 | Cabinet hardware, trim |
| 4.0 | M4 | #8 | 0.157″ | 4.5 | 3.3 | Furniture, brackets, covers |
| 4.5 | M4.5 | #9 | 0.177″ | 5.0 | 3.7 | Steel studs, heavy trim |
| 5.0 | M5 | #10 | 0.197″ | 5.5 | 4.2 | Structural brackets, jigs |
How to Select a Nearby Size for Availability
Inventory constraints sometimes force a substitution. If M4 is out of stock, moving to M3.5 reduces load capacity by approximately 18% and requires a different clearance hole (3.9 mm vs. 4.5 mm). Moving up to M4.5 adds 17% load capacity but demands a larger pilot hole and may not fit existing countersinks or hardware cutouts. In both cases, you must update the mating component — nut, tapped hole, or insert — to match the replacement diameter. Never force a substitute-diameter screw into an existing hole; the result is either a loose joint (undersized) or cross-threading (oversized).
Когда Prince Fastener’s technical team encounters a substitution request from procurement, they run a quick load-check using the stress area formula: As = (π/4) × [(d₂ + d₃)/2]², where d₂ is the pitch diameter and d₃ is the minor diameter. If the substitute size’s proof load exceeds the design working load by at least 2×, the substitution proceeds with documented engineering approval. If not, the team recommends waiting for M4 stock rather than risking a field failure.

Metric vs Imperial: The Diameter Debate
Unit Systems Overview and Practical Implications
Metric screw threads follow ISO 261 and ISO 262, with dimensions expressed exclusively in millimetres. Imperial (inch-series) threads follow ASME B1.1, with diameters in inches (fractions or gauge numbers) and thread density in threads per inch (TPI). The two systems were developed independently — ISO metric from the French post-revolutionary rationalization of measurement, and the Unified Thread Standard from a 1949 agreement among the US, UK, and Canada to standardize English-language threads.
For a 4 mm screw, the practical implication is straightforward: an M4 bolt measures 4.000 mm nominal diameter with a 0.70 mm coarse pitch. The nearest imperial equivalent is a #8 screw, which measures 0.164 inches (4.166 mm) with 32 TPI (UNC). That 0.166 mm diameter difference — and the completely incompatible thread geometry — means an M4 bolt will not engage a #8-32 nut. Attempting the fit damages both parts.
Converting Between mm and Imperial Sizes
The conversion arithmetic is simple: multiply inches by 25.4 to get mm, or divide mm by 25.4 to get inches. For thread pitch, divide 25.4 by the mm pitch to get an approximate TPI, or divide 25.4 by the TPI to get an approximate mm pitch. For M4 × 0.70 coarse: 25.4 ÷ 0.70 = 36.3 TPI. The nearest imperial thread is #8-36 UNF (fine), but #8-32 UNC (coarse) is far more commonly stocked. Neither matches M4 × 0.70.
| Параметр | M4 (Metric) | #8-32 UNC | #8-36 UNF |
|---|---|---|---|
| Большой диаметр | 4.000 mm | 4.166 mm | 4.166 mm |
| Pitch / TPI | 0.70 mm | 32 TPI (0.794 mm) | 36 TPI (0.706 mm) |
| Pitch Diameter | 3.545 mm | 3.759 mm | 3.797 mm |
| Малый диаметр | 3.141 mm | 3.378 mm | 3.454 mm |
| Tap Drill | 3.3 mm | 3.45 mm (#29) | 3.5 mm (#28) |
| Interchangeable? | No — diameter and thread geometry differ on every parameter | ||
Selecting Standard Sizes for Your Region
If you are in Europe, Asia, or most of the rest of the world, M4 is stocked universally and should be your default specification. In North America, #8-32 is more readily available at retail hardware stores, but M4 is standard in automotive, electronics, and imported machinery. Specifying the correct system on purchase orders prevents the costly errors described above. Prince Fastener’s screw size chart provides side-by-side metric and imperial references to simplify this selection for global procurement teams.
Global Thread Standard Usage by Region
ISO Metric (78%)
UTS / Imperial (15%)
BSW/Legacy (4%)
GB National (3%)
Fig. 2: Estimated global fastener thread standard usage. Source: ISO adoption data and Prince Fastener export records (45 countries).
Thread Pitch and Its Relationship to Diameter
Coarse vs Fine Pitches and How They Relate to 4 mm
ISO 261 defines two standard pitch values for M4: a coarse pitch of 0.70 mm and a fine pitch of 0.50 mm. The coarse pitch (M4 × 0.70) is the default — when a drawing says simply “M4,” it means M4 × 0.70. The fine pitch (M4 × 0.50) must be explicitly stated as “M4 × 0.50” on every drawing and purchase order.
Coarse-pitch M4 threads are faster to assemble (each full turn advances the bolt 0.70 mm vs. 0.50 mm for fine), more tolerant of contamination in the threads, and easier to tap by hand. Fine-pitch M4 threads offer higher tensile strength (the stress area increases from 8.78 mm² to 9.79 mm², an 11.5% gain) and provide finer clamping adjustment — each full turn advances only 0.50 mm, enabling more precise torque control. Fine threads also resist vibration loosening slightly better because the lower helix angle creates higher friction at the thread interface.
| Параметр | M4 × 0.70 (Coarse) | M4 × 0.50 (Fine) |
|---|---|---|
| Подача | 0.70 mm | 0.50 mm |
| Stress Area | 8.78 mm² | 9.79 mm² |
| Tap Drill Diameter | 3.3 mm | 3.5 mm |
| Малый диаметр | 3.141 mm | 3.387 mm |
| Proof Load (Class 8.8) | 5.27 kN | 5.87 kN |
| Advance per Turn | 0.70 mm | 0.50 mm |
| Устойчивость к вибрации | Стандарт | Better (lower helix angle) |
| Основное использование | General assembly, maintenance | Precision instruments, automotive |
Matching Thread Pitch with Nuts and Tapped Holes
An M4 × 0.70 bolt must pair with an M4 × 0.70 nut (ISO 4032) or a hole tapped with an M4 × 0.70 tap. An M4 × 0.50 bolt requires an M4 × 0.50 nut or a hole tapped to M4 × 0.50 specifications. The two are not interchangeable. A coarse-pitch bolt threaded into a fine-pitch nut will bind after one or two turns, then strip both sets of threads if force is applied. This is one of the most common “invisible” assembly errors — the bolt appears to start threading, the technician assumes it is merely stiff, and increased wrench force strips the joint.
To prevent this, always verify pitch with a thread pitch gauge before assembly, particularly when fasteners come from mixed inventory bins. Prince Fastener packages coarse and fine M4 fasteners in distinctly labelled bags — coarse in blue-striped packaging, fine in red-striped — to eliminate bin-mixing errors on customer assembly lines.
Implications for Grip Length and Load Distribution
Thread pitch also affects how load distributes across the engaged threads. Research published in the Journal of Mechanical Design shows that in a standard bolted joint, the first engaged thread carries approximately 34% of the total load, the second thread carries about 23%, and the load decays exponentially across subsequent threads. With a coarse pitch (fewer, larger threads per unit length), each thread carries a higher share of the load. With a fine pitch (more, smaller threads per unit length), the load distributes more evenly — each thread carries a smaller percentage, reducing the peak stress on the first thread and lowering the risk of thread stripping at the engagement entry point.
For M4 at 0.70 mm coarse pitch in steel, the minimum recommended engagement length is 1.0 × diameter = 4.0 mm (approximately 5.7 threads). For M4 × 0.50 fine pitch, the same engagement length provides 8 threads — a 40% increase in engaged threads, which further reduces per-thread load and enhances the joint’s fatigue life.
Choosing the Right Diameter for Wood vs Metal
Pilot Holes, Pilot Hole Size, and Withdrawal Strength
In wood applications, a 4 mm screw requires different pilot hole diameters depending on the wood species. In softwoods (pine, spruce, cedar) with specific gravity below 0.50, a pilot hole of 2.0–2.5 mm is sufficient. In hardwoods (oak, maple, walnut) with specific gravity above 0.60, increase the pilot hole to 2.5–3.0 mm to prevent splitting. For particle board and MDF — common in flat-pack furniture — a pilot hole of 2.5–2.8 mm provides the best balance between thread engagement and resistance to material crumbling.
In metal, the situation reverses. For a 4 mm machine screw threading into a tapped hole, the tap drill must be precisely 3.3 mm (for coarse pitch) or 3.5 mm (for fine pitch). An undersized tap drill results in incomplete thread formation and increased tapping torque, which can break the tap — a costly problem when the broken tap is lodged in a finished workpiece. An oversized tap drill reduces thread engagement percentage below the 75% minimum recommended by most engineering standards, weakening the joint.
| Материал | Тип | Pilot Hole Ø (mm) | Embedment Depth (mm) | Avg. Withdrawal Force (N) |
|---|---|---|---|---|
| Southern Pine | Softwood (SG 0.51) | 2.0–2.5 | 25 | 830 |
| Red Oak | Hardwood (SG 0.63) | 2.5–3.0 | 25 | 1,180 |
| MDF (18 mm) | Engineered | 2.5–2.8 | 15 | 520 |
| Particle Board | Engineered | 2.5–2.8 | 15 | 380 |
| Mild Steel (tapped) | Металл | 3.3 (coarse) / 3.5 (fine) | 4.0 min | N/A (shear-governed) |
| Aluminium (tapped) | Металл | 3.3 (coarse) | 8.0 min (2×Ø) | N/A (shear-governed) |
Wood withdrawal force values per ASTM D1761 using zinc-plated carbon steel wood screws. Metal connections are governed by shear strength, not withdrawal.
Strength Implications for Different Materials
A 4 mm screw’s holding capacity varies dramatically with material. In hardwoods, the dense fibre structure grips the thread aggressively, yielding withdrawal forces above 1,100 N. In particle board — which accounts for roughly 60% of flat-pack furniture panel material — the same screw diameter produces only 380 N of withdrawal resistance, less than one-third of the hardwood value. This explains why budget flat-pack furniture using particle board panels and 4 mm screws is more susceptible to joint loosening over time, especially under cyclic loads from opening and closing doors or drawers.
For metal-to-metal connections with M4 machine screws, the failure mode shifts from withdrawal to shear. An M4 class 8.8 bolt has a single-shear capacity of approximately 3.5 kN — adequate for securing cover plates, light brackets, and electronic enclosures, but insufficient for structural applications. If your metal assembly must resist shear loads above 3 kN per fastener, step up to M5 (5.7 kN single-shear) or M6 (8.2 kN).
Common Failures Tied to Diameter Choice
Three failure patterns recur with 4 mm screw diameters. First, wood splitting: driving a 4 mm screw into hardwood within 15 mm of the board edge without a pilot hole splits the grain approximately 40% of the time, according to test data from the USDA Forest Products Laboratory. The fix is a 2.5–3.0 mm pilot hole and a minimum 20 mm edge distance. Second, thread stripping in particle board: repeated assembly and disassembly (as in flat-pack furniture that is moved and reassembled) destroys the particle board’s internal structure around the screw hole. After just three assembly cycles, withdrawal force drops by 35–50%. Using threaded inserts (press-in or screw-in) restores the original holding capacity. Third, fatigue fracture in machine screws: an M4 × 0.70 bolt subjected to cyclic tensile loading above 2.5 kN will typically fail at the thread root between 50,000 and 200,000 cycles (depending on surface finish and pre-load). Specifying rolled threads (which induce compressive residual stress at the root) instead of cut threads extends fatigue life by 5–10×.

Safety and Load Considerations for Diameter
Understanding Shear vs Withdrawal Forces
Every screwed joint faces two primary force types: shear (force perpendicular to the screw axis, trying to slide the joined pieces sideways) and withdrawal (force parallel to the screw axis, trying to pull the screw out). Wood screws primarily resist withdrawal — the threads grip the wood, and the screw’s job is to clamp two pieces together against separation. Machine bolts in metal primarily resist shear — the bolt shank and threads transfer sideways loads between flanged or bracketed components.
For a 4 mm fastener, the governing load numbers are approximately 830 N withdrawal (wood, side grain, 25 mm embedment) and 3,500 N single-shear (machine bolt, class 8.8). Designing joints to the correct force type prevents the under-specification that leads to field failures. A bookshelf bracket secured with 4 mm wood screws must be evaluated for withdrawal (the weight of books pulls the screw straight out of the wall stud), while a metal bracket connecting two steel plates must be evaluated for shear (the plates try to slide relative to each other).
How Diameter Affects Permitted Load and Safety Factors
Engineering standards typically require a safety factor of 2.0–3.0 for static loads and 4.0–6.0 for dynamic or impact loads. For an M4 class 8.8 bolt with a proof load of 5.27 kN, a 3:1 safety factor limits the design working load to 1.76 kN. If your calculated load per fastener exceeds this, you have two choices: increase the number of fasteners (e.g., use four M4 bolts instead of two) or increase the diameter (step up to M5, which provides 2.84 kN working load at 3:1). Increasing the number of fasteners is generally preferred because it also improves load distribution and provides redundancy if one fastener fails.
Redundancy and Joint Design Principles
Single-fastener joints are inherently non-redundant — if the one screw fails, the joint fails completely. This is acceptable in non-critical applications (decorative trim, cable management clips) but unacceptable where failure poses safety risks. For any joint where failure could cause injury or significant property damage, use a minimum of two fasteners, placed as far apart as practical to resist both direct load and moment (rotational) forces. A wall-mounted shelf bracket, for instance, should be secured with at least two 4 mm screws spaced at least 50 mm apart vertically, not a single screw at the bracket’s centre.
Tools and Measurement: How to Verify Diameter
Using Calipers and Micrometers for Outer Diameter
A digital caliper with 0.01 mm resolution (available for under $25) is the most practical tool for verifying screw diameter. To measure a 4 mm screw accurately, place the caliper jaws across the widest point of the thread crests — perpendicular to the screw axis — and read the display. A correct M4 screw should read between 3.84 mm and 3.98 mm (within the 6g tolerance band). If the reading is 4.17 mm or higher, you likely have a #8 imperial screw (0.164″ = 4.166 mm), not an M4.
For higher precision — particularly in quality inspection — use an outside micrometer with a 0.001 mm resolution. Thread micrometers with V-anvil and cone-spindle tips measure the pitch diameter directly, providing a more reliable identification than major diameter alone. Prince Fastener’s incoming quality control uses calibrated thread micrometers on every production lot, with results traceable to ISO 17025-accredited calibration standards.
Thread Gauges and Pitch Measurement
А thread pitch gauge (also called a screw pitch gauge) is a set of thin metal leaves, each cut with a specific thread profile. To identify an unknown screw’s pitch, fan through the metric leaves until you find the one that seats perfectly against the screw threads with zero light gap. For M4, the matching leaf will be 0.70 mm (coarse) or 0.50 mm (fine). If none of the metric leaves match but an imperial leaf (such as 32 TPI) seats cleanly, you have an imperial screw. A combined metric/imperial gauge set costs under $15 and is an essential toolbox item.
Tips for Verifying Compatibility During Assembly
Before running any fastener down with a power driver, perform a “finger-start” test: thread the bolt into the nut or tapped hole by hand for at least two full turns. A correctly matched bolt-and-nut combination will turn smoothly with only finger pressure. If it requires wrench force within the first two turns, stop — you likely have a pitch mismatch or a cross-thread condition. Forcing the connection will damage both components and compromise the joint. This two-turn finger test takes three seconds and prevents failures that cost hours or days to remediate.
Watch: How to Measure Screws & Bolts — US & Metric Sizing (Fasteners 101)
This video walks through the exact process of measuring screw diameter, length, and thread pitch in both metric and imperial systems.
Tolerances, Standards, and Certification
Relevant Standards: DIN/ISO Equivalents for Metric Bolts and Screws
The M4 screw’s dimensional and performance requirements are governed by a matrix of interlocking standards. ISO 261 defines the basic thread profile. ISO 965-1 specifies tolerances. DIN 912 (now superseded by ISO 4762) specifies socket head cap screw dimensions. DIN 933 (ISO 4017) covers fully threaded hex bolts. ISO 898-1 defines mechanical property classes for carbon and alloy steel bolts — the familiar “8.8” or “10.9” markings stamped on hex bolt heads.
For procurement, the critical point is that DIN and ISO standards have largely converged, but older DIN standards may specify slightly different head heights, fillet radii, or thread runout lengths. When replacing a DIN 912 screw with an ISO 4762 screw (or vice versa), the thread dimensions are identical, but minor head geometry differences can matter in tightly toleranced assemblies. Always specify the exact standard designation on purchase orders.
Tolerance Grades and Their Practical Impact
ISO 965-1 defines tolerance grades for metric threads using a number-letter code. The most common combination for external (bolt) threads is 6g: the “6” indicates the tolerance grade (medium), and the lowercase “g” indicates the tolerance position (a small allowance below the basic size, ensuring clearance for assembly). For internal (nut) threads, the standard is 6H: “6” for the tolerance grade, and uppercase “H” for zero fundamental deviation (the minimum hole size equals the basic size).
What this means in practice for an M4 bolt: the 6g major diameter ranges from 3.838 mm to 3.978 mm, and the pitch diameter ranges from 3.433 mm to 3.523 mm. An M4 6H nut has a minor diameter range of 3.141 mm to 3.341 mm. These ranges guarantee that any 6g bolt will assemble with any 6H nut — the tolerance system ensures interchangeability across manufacturers worldwide. This is why an M4 bolt from Prince Fastener’s Dongguan factory threads smoothly into an M4 nut manufactured in Germany: both conform to the same ISO 965 tolerance class.
How to Read Manufacturer Drawings and Spec Sheets
A typical manufacturer spec sheet for an M4 socket head cap screw lists: nominal diameter (M4), pitch (0.70), length (e.g., 16 mm), head diameter (7.0 mm ±0.14), head height (4.0 mm ±0.12), hex socket size (3.0 mm), material (e.g., alloy steel), property class (12.9), surface treatment (e.g., black oxide), and applicable standard (ISO 4762). The length dimension is measured from under the head to the screw tip — not including the head height. Countersunk screws (ISO 10642) are the exception: length includes the head because the head sits flush with or below the surface.
When reviewing screw dimension specifications, pay particular attention to the head diameter and head height — these determine whether the screw fits your countersink, counterbore, or clearance hole geometry. An M4 socket head cap screw has a 7.0 mm head diameter; if your counterbore was machined for an M4 button head (7.6 mm head diameter per ISO 7380), the socket head screw will fit inside the hole but the head height (4.0 mm vs. 2.2 mm) may protrude above the surface, creating an interference.
Practical Assembly Scenarios: Case Studies
Furniture Assembly with 4 mm Screws: Best Practices
Flat-pack furniture manufacturers specify 4 mm (gauge #8) screws as the default fastener for panel-to-panel connections, hinge mounting, and drawer slide attachment. A typical wardrobe uses 40–60 screws of various lengths, with 70% of them in the 4 mm diameter range. The assembly process is straightforward but unforgiving of errors.
During a production efficiency study at a Prince Fastener furniture client in Southeast Asia, the team documented a 12% defect rate caused by workers using cordless drills set to excessive torque on 4 mm screws in 16 mm melamine-faced particle board. The particle board core crumbled around the screw hole, leaving the screw spinning freely with zero holding power. Reducing the drill’s torque setting from 12 Nm to 4 Nm — and adding a pilot hole step for edge joints — cut the defect rate to 1.4% within one production shift. The solution was not a different screw; it was correct application technique for the existing 4 mm fastener.
Key best practices for 4 mm screws in furniture: always pre-drill in particle board and MDF edge joints (pilot hole 2.5 mm), limit driving torque to 3–5 Nm, maintain a minimum edge distance of 20 mm to prevent blowout, and use 4 mm × 30 mm screws for 18 mm panels (providing 12 mm embedment in the receiving panel after accounting for the first panel’s thickness).
Lightweight Metal Brackets and 4 mm Fasteners
M4 machine screws are the standard fastener for small metal brackets in electronics, HVAC ductwork, and telecommunications equipment. A cable tray support bracket, for example, typically uses two to four M4 × 10 mm pan-head machine screws to secure the bracket to a mounting rail. The critical design check is shear capacity: each M4 class 8.8 bolt resists approximately 3.5 kN in single shear, so a bracket with four M4 bolts provides 14 kN total shear capacity — sufficient for a cable tray loaded with up to 15 kg/m over a 1-metre span (gravitational load ~150 N, well within the safety factor).
For outdoor installations or humid environments, material selection matters. Carbon steel M4 bolts with zinc plating provide 72–96 hours of salt spray corrosion resistance (ASTM B117). Stainless steel 304 M4 bolts (property class A2-70) offer dramatically better corrosion performance — typically 500+ hours of salt spray resistance — at a cost premium of approximately 3× over zinc-plated carbon steel. In coastal or chemical-exposure environments, the stainless steel premium is a negligible fraction of the total installation cost and prevents bracket-loosening corrosion that would otherwise require maintenance within 2–3 years.
Quick Troubleshooting: Common Diameter-Related Issues and Fixes
| Symptom | Likely Cause | Fix |
|---|---|---|
| Screw spins freely, no clamping | Hole stripped (particle board) or oversized pilot hole | Install threaded insert; fill with hardwood dowel + glue and re-drill |
| Screw binds after 1–2 turns | Pitch mismatch (coarse in fine hole or metric in imperial) | Verify pitch with gauge; use correct matching nut/tap |
| Wood splits when driving screw | No pilot hole or insufficient edge distance | Pre-drill 2.5–3.0 mm; maintain ≥20 mm edge distance |
| Screw head strips (cam-out) | Wrong driver bit or excessive force | Match driver to screw head (PH2 for Phillips, PZ2 for Pozidriv); reduce torque |
| Joint loosens over time (vibration) | Insufficient pre-load or smooth shank in clearance hole | Apply threadlocker (Loctite 242); switch to fine-pitch M4 × 0.50 |
| Corrosion at screw head | Dissimilar metal galvanic reaction or inadequate coating | Use stainless steel M4 or add nylon washer to isolate metals |
Maintenance and Replacement: When to Re-Diameter
Assessing Wear, Corrosion, and Thread Damage
Screwed joints in furniture and equipment should be inspected annually for loosening, corrosion, and thread wear. Loosening is the most common issue: wood fibres relax over time under cyclic loading, reducing withdrawal resistance by 10–15% over five years. Metal threads in corrosive environments develop oxide deposits that increase friction and can seize the bolt, making removal destructive. Visible rust at the screw head is a warning sign — if the head is corroded, the embedded threads are almost certainly worse.
To assess thread condition without removing the screw, attempt to tighten it by one-quarter turn. If it turns freely without resistance, the threads have stripped or the surrounding material has degraded. If it resists normally, the joint is intact. For machine bolts in tapped holes, an annual torque check (re-torque to the original specification) identifies loosened fasteners before they cause problems.
Replacement Strategies and Stock Planning
Maintaining a stock of replacement 4 mm screws in three lengths (12 mm, 20 mm, 30 mm) and two head styles (pan head and countersunk) covers approximately 85% of replacement scenarios in furniture and light equipment. Adding M4 hex nuts, M4 flat washers, and M4 lock washers rounds out a basic maintenance kit. Prince Fastener’s M4 machine screw range includes all common lengths and head types in both carbon steel and stainless steel, available in bulk or small-pack quantities for maintenance stock.
When the existing screw holes have deteriorated (particularly in particle board after multiple assembly cycles), the repair strategy is to step up in diameter — from 4.0 mm to 4.5 mm or 5.0 mm. The larger thread creates new engagement in undamaged material surrounding the original hole. However, this only works once; if the 4.5 mm replacement also strips, the panel material has degraded beyond screw-based repair, and you need a threaded insert or a structural adhesive bond.
Long-Term Considerations: Environmental Effects on Diameter Choice
Outdoor assemblies, coastal installations, and humid manufacturing environments accelerate corrosion and affect diameter choice. A zinc-plated carbon steel 4 mm screw in a coastal-adjacent outdoor bracket may lose 0.05–0.10 mm of effective thread diameter per year to corrosion, reducing its load capacity by 10–20% over five years. Specifying stainless steel (A2 or A4 grade) for any installation exposed to moisture extends the effective service life from 3–5 years (zinc-plated carbon steel) to 15–25 years (stainless steel), as documented in long-term exposure studies published by the NACE International Corrosion Society.
Temperature cycling also matters. In assemblies that experience wide temperature swings (e.g., outdoor signage, solar panel mounting), differential thermal expansion between the screw and the mating material can induce cyclic stresses that fatigue the screw over time. For these applications, specifying M4 bolts with rolled (not cut) threads and applying a controlled pre-load during installation ensures that the joint maintains clamping force across the full temperature range.
Root Causes of 4 mm Screw Joint Failures (Field Data, n=480)
Over-torque / Stripped (34%)
Wrong Diameter (23%)
No Pilot Hole (18%)
Corrosion (14%)
Pitch Mismatch (11%)
Fig. 3: Root cause distribution of 4 mm screw joint failures from Prince Fastener warranty return analysis (n=480 incidents, 2022–2024).

Choosing the correct screw diameter is not an approximation exercise — it is a precision decision that determines joint safety, longevity, and performance. A 4 mm screw (M4) provides a specific load capacity, thread engagement profile, and material compatibility range that no neighbouring size can replicate. Substituting 3.5 mm where 4.0 mm is specified reduces withdrawal resistance by 18%. Forcing an imperial #8 into an M4 tapped hole cross-threads both components. Using coarse-pitch M4 bolts in fine-pitch M4 nuts strips the assembly on the first wrench turn.
The decision criteria are consistent across every application: verify the nominal diameter with calipers, confirm the thread pitch with a gauge, match the screw material and coating to the service environment, select the correct pilot hole diameter for the base material, and apply the appropriate torque — no more, no less. Manufacturer data sheets from trusted suppliers like Принц Застежка provide every specification needed to make these decisions confidently.
When in doubt, measure. When certain, measure again. The cost of a caliper and a thread gauge is less than $40. The cost of a single stripped joint — in time, materials, and credibility — is always more.
Frequently Asked Questions (FAQs)
1. How do I know if a 4 mm screw will fit a tapped hole?
Measure the tapped hole’s minor diameter with a pin gauge or small-hole gauge. For an M4 × 0.70 tapped hole, the minor diameter should measure between 3.141 mm and 3.341 mm (tolerance class 6H). Then verify the thread pitch by inserting a 0.70 mm thread pitch gauge leaf into the hole threads — it should seat fully with no light gap. If both the diameter and pitch match, an M4 × 0.70 bolt will thread in smoothly by hand. If the hole checks out at 3.3–3.5 mm minor diameter and a 0.50 mm pitch leaf matches, the hole is tapped M4 × 0.50 (fine), and you need a fine-pitch bolt.
2. What is the difference between 4.0 mm and M4 screws?
“4.0 mm” describes the nominal outer (major) diameter of the screw shank measured across the thread crests. “M4” is the ISO metric thread designation, which also specifies a 4.0 mm major diameter but additionally defines the complete thread geometry: pitch (0.70 mm coarse or 0.50 mm fine), pitch diameter (3.545 mm), minor diameter (3.141 mm), thread angle (60°), and tolerance class (typically 6g). A 4.0 mm wood screw has a completely different thread profile from an M4 machine screw — the diameter is the same, but the thread pitch, angle, and root form differ. They are not interchangeable.
3. Which tools are best for measuring screw diameter accurately?
A digital caliper with 0.01 mm resolution is the single most useful tool — it measures major diameter, length, and head dimensions. A thread pitch gauge (combined metric/imperial set) identifies the pitch. For quality-critical applications, a thread micrometer with V-anvil tips measures the pitch diameter to 0.001 mm accuracy. Together, these three tools (total cost under $60) identify any screw’s diameter, pitch, and standard with certainty. Prince Fastener recommends keeping these in every workshop, maintenance cart, and receiving inspection station.
4. Can I use an M4 screw instead of a #8 imperial screw?
Not directly. An M4 screw has a 4.000 mm major diameter, while a #8 imperial screw measures 4.166 mm — a 0.166 mm difference. More importantly, the thread pitches are incompatible: M4 × 0.70 vs. #8-32 UNC (0.794 mm pitch). If the #8 screw threads into a nut, replacing it with M4 requires replacing the nut with an M4 nut as well. If the #8 threads into a tapped hole, the hole must be re-tapped to M4. In wood applications (where the screw cuts its own threads), the substitution is more forgiving — but the slightly smaller M4 diameter means 5–8% less withdrawal force than the original #8.
5. What thread pitch should I choose for M4: coarse (0.70 mm) or fine (0.50 mm)?
Use coarse (M4 × 0.70) for general-purpose assembly, maintenance, and any application where speed of assembly, ease of hand-starting, and tolerance for dirty or slightly damaged threads matter. Use fine (M4 × 0.50) for precision instruments, automotive engine components, and any joint subject to vibration where loosening resistance is critical. If the mating component (nut or tapped hole) already exists, you must match its pitch exactly — checking with a thread pitch gauge before ordering.
6. What is the minimum thread engagement length for an M4 bolt in steel?
For an M4 bolt threading into a steel component with matched 6H internal threads, the minimum engagement length to develop the bolt’s full tensile strength (ensuring the bolt body fails before the threads strip) is 1.0 × diameter = 4.0 mm. This provides approximately 5.7 engaged threads at coarse pitch. For aluminium or other soft metals, increase engagement to 2.0 × diameter = 8.0 mm. For cast iron, 1.5 × diameter = 6.0 mm. These values assume property class 8.8 bolts and matching-grade tapped holes.
7. How do I prevent 4 mm screws from loosening due to vibration?
Five proven methods, in order of increasing effectiveness: (1) use fine-pitch M4 × 0.50 instead of coarse pitch; (2) add a spring lock washer (DIN 127); (3) use a serrated flange nut (DIN 6923) that bites into the bearing surface; (4) apply medium-strength threadlocker (Loctite 243 or equivalent) to the bolt threads before assembly; (5) use a prevailing-torque nylon-insert lock nut (DIN 985). For high-vibration environments (engines, industrial machinery), combining methods (4) and (5) provides the highest reliability.
8. What is the torque specification for an M4 bolt?
Recommended tightening torque depends on the bolt’s property class and whether lubrication is used. For an M4 × 0.70 class 8.8 bolt with a friction coefficient of 0.14 (lightly oiled), the target torque is approximately 2.9 Nm. For class 10.9, it increases to 4.1 Nm. For class 12.9, approximately 4.8 Nm. Dry (unlubricated) assembly increases required torque by 30–40% for the same clamping force. Over-torquing an M4 class 8.8 bolt beyond 4.5 Nm risks yielding the bolt shank, permanently stretching it and reducing clamping force.
9. Are 4 mm stainless steel screws as strong as carbon steel?
Stainless steel M4 fasteners in class A2-70 (the most common grade, 304 stainless) have a tensile strength of 700 MPa — compared to 800 MPa for carbon steel class 8.8. That is a 12.5% reduction. The proof load of an M4 A2-70 bolt is approximately 4.0 kN, versus 5.3 kN for class 8.8 carbon steel. In most applications, this difference is negligible, but in load-critical joints, the lower strength must be accounted for in the safety factor calculation. Stainless steel A4-80 (316 stainless) provides 800 MPa — matching class 8.8 — but at higher cost.
10. Where can I buy M4 screws in bulk with verified ISO compliance?
Принц Застежка manufactures and supplies M4 screws in all common head types (socket head, pan head, countersunk, button head, hex head), materials (carbon steel, stainless 304/316, brass, alloy steel), property classes (4.8 through 12.9), and surface treatments (zinc, black oxide, nickel, Dacromet). Every lot ships with a material test certificate and dimensional inspection report conforming to ISO 898-1 and ISO 965. Minimum order quantities start as low as 1,000 pieces for standard items, with custom manufacturing available for non-standard lengths, drives, or materials. Visit princefastener.com/product/machine-screw to view the full M4 catalogue.