In March 2024, a maintenance crew at a food processing plant in Ohio replaced twelve flange bolts on a conveyor gearbox housing. Every bolt was M10. Every bolt looked identical. But six of them were M10×1.5 coarse thread and six were M10×1.25 fine thread, mixed randomly from an unlabeled bin. Within 72 hours, the gearbox vibrated loose, dumped 14 liters of gear oil onto a production line, and halted operations for a full shift. The replacement bolts cost $11 total. The downtime cost exceeded $18,000.
This guide exists so that scenario never happens to you. Whether you are a weekend DIYer hanging shelves, a machinist building fixtures, or a procurement manager ordering 50,000 fasteners for an assembly line, correctly identifying and measuring 10mm thread pitch fasteners is a skill that pays for itself the first time you use it.
The process is straightforward when you have the right tools and know what to look for. A thread pitch gauge, a digital caliper, and a basic understanding of metric thread standards will cover 95% of the situations you encounter. This guide walks you through each step — from the basics of what “10mm thread pitch” means, to measuring techniques, identification shortcuts, common mistakes, and how to source the exact fastener your project requires.
10mm Thread Pitch Basics
What Is 10mm Thread Pitch?
When engineers and fastener suppliers refer to “10mm thread pitch,” they are talking about fasteners with a 10mm nominal major diameter — designated as M10 in the ISO metric system. The “thread pitch” is the distance in millimeters between two adjacent thread crests. For an M10 bolt, the standard coarse pitch is 1.5mm (written as M10×1.5), while the common fine pitch is 1,25 mm (M10×1.25). Extra fine pitches of 1.0mm and 0.75mm also exist for specialized applications.
This is not the same as saying the threads are “10mm apart” — a misconception that surfaces surprisingly often. The 10mm refers to the bolt diameter, not the pitch itself. According to ISO 724, the M10 thread profile has a major diameter of 10.0mm, a pitch diameter of 9.026mm (coarse), and a minor diameter of 8.160mm (coarse). These dimensions matter when you are matching bolts to tapped holes, selecting drill bits for pilot holes, or troubleshooting fit issues.
Why Pitch Matters
Thread pitch directly controls three critical performance factors: clamping force, vibration resistance, and ease of assembly. A coarse M10×1.5 thread generates roughly 15% more clamping force per degree of rotation than a fine M10×1.25 thread because the helix angle is steeper — the bolt advances 1.5mm per revolution instead of 1.25mm. However, that same steeper angle makes coarse threads more prone to loosening under vibration.
Fine-pitch M10×1.25 threads resist vibrational loosening better because the shallower helix angle creates a higher self-locking tendency. This is why automotive cylinder head bolts, brake caliper bolts, and suspension components almost universally use fine-pitch threads. Prince Fastener’s M10 screw guide documents that approximately 70% of their automotive OEM orders specify M10×1.25 fine pitch, while 85% of general construction orders use M10×1.5 coarse pitch.
Common Misconceptions
The three most persistent misconceptions about 10mm thread pitch fasteners are:
Misconception 1: “M10 is the same as 3/8 inch.” An M10 bolt has a 10.0mm (0.3937″) diameter. A 3/8″ bolt has a 9.525mm (0.375″) diameter. The difference is 0.475mm — enough that an M10 bolt will not fit through a 3/8″ hole, and a 3/8″ bolt will be loose in an M10 hole. More critically, the thread pitches are completely incompatible: M10×1.5 metric coarse versus 3/8″-16 UNC. Forcing one into the other strips threads immediately.
Misconception 2: “All M10 bolts have the same pitch.” M10 bolts are manufactured in at least four pitch variants: 1.5mm (coarse), 1.25mm (fine), 1.0mm (extra fine), and 0.75mm (super fine). The coarse pitch is assumed as default when no pitch is stated — but “assumed” is not the same as “guaranteed.” Always verify.
Misconception 3: “Pitch doesn’t matter if the diameter fits.” A bolt can feel like it starts threading into a nut with the wrong pitch. The first two or three turns may seem normal. Then it locks up, cross-threads, and destroys both the bolt and the tapped hole. A $0.35 bolt mistake becomes a $200 helicoil repair on an aluminum engine block.

Photo: Precision measurement with a vernier caliper — the most reliable way to verify M10 thread dimensions. (Credit: Pexels)
Tools for Measuring 10mm Thread Pitch
Medidor de passo de rosca
A thread pitch gauge (also called a screw pitch gauge) is a set of thin steel blades, each cut with a specific thread profile. You press each blade against the bolt threads until one matches perfectly — meaning the blade teeth nest flush into the thread valleys with zero light visible between them. A standard metric pitch gauge set covers 0.25mm to 6.0mm in approximately 20 blades and costs between $5 and $25 depending on quality.
For M10 fasteners, you are looking for the blade marked 1.5 (coarse) or 1.25 (fine). The identification takes under 10 seconds once you know the approximate range. According to Prince Fastener’s measurement guide, a thread pitch gauge is the single most cost-effective tool for fastener identification — it eliminates guesswork entirely and requires no calibration.
When buying a gauge set, choose one that includes both metric and imperial blades. Combo sets (typically 51–52 blades total) cover M0.25–M6.0 metric and 4–62 TPI imperial, and cost around $8–$15 online. This one tool solves 90% of “what thread is this?” questions.
Vernier Caliper and Ruler
A digital caliper measures the major diameter of the bolt (across the outer thread crests) to confirm you have an M10 fastener. For thread pitch, you can use the caliper to measure the distance across a known number of thread crests: measure from the first crest to the eleventh crest (spanning 10 pitch intervals), then divide the total by 10. For an M10×1.5 bolt, 10 pitches span exactly 15.0mm. For M10×1.25, they span 12.5mm.
A steel ruler works in a pinch: align the zero mark with one thread crest and count how many crests fit within a 15mm span. If you count 11 crests (10 intervals) in 15mm, the pitch is 1.5mm. If you count 13 crests (12 intervals) in 15mm, the pitch is 1.25mm. This method is less precise than a gauge but sufficient for field identification when you do not have a gauge handy.
Identify 10mm Thread Pitch Fasteners
Visual Inspection
Before reaching for any tool, a trained eye can narrow the identification. Hold an M10×1.5 coarse bolt next to an M10×1.25 fine bolt, and the difference is visible: the coarse bolt has wider, more prominent thread crests with deeper valleys. The fine bolt looks “tighter” — the threads appear closer together and less aggressive. After examining a few dozen bolts, most machinists develop the ability to distinguish coarse from fine M10 at arm’s length.
Also check the bolt head for markings. Properly manufactured metric bolts display the property class (e.g., 8.8, 10.9) and often the manufacturer’s logo. The thread specification is not usually marked on the head, but the metric class marking confirms you are in the metric system — not imperial.
Medir o diâmetro
Use your digital caliper to measure across the widest part of the threads. An M10 bolt should read between 9.80mm and 10.00mm (the tolerance depends on the thread class, typically 6g for external threads). If your caliper reads 9.50–9.55mm, you probably have a 3/8″ imperial bolt, not an M10. If it reads 10.90–11.00mm, you may have an M12 bolt whose threads have a similar visual profile to M10. The caliper resolves the ambiguity in seconds.
Measure Thread Pitch
After confirming the 10mm diameter, measure the pitch using one of the methods described above. The four pitch options for M10 and their specifications are:
| Designation | Passo (mm) | Major Dia (mm) | Pitch Dia (mm) | Minor Dia (mm) | Tap Drill (mm) | Typical Application |
|---|---|---|---|---|---|---|
| M10×1.5 (Coarse) | 1.50 | 10.000 | 9.026 | 8.160 | 8.5 | General construction, machinery, structural |
| M10×1.25 (Fine) | 1.25 | 10.000 | 9.188 | 8.466 | 8.8 | Automotive, vibration-prone, precision |
| M10×1.0 (Extra Fine) | 1.00 | 10.000 | 9.350 | 8.773 | 9.0 | Instruments, hydraulics, thin-wall tubing |
| M10×0.75 (Super Fine) | 0.75 | 10.000 | 9.513 | 9.080 | 9.25 | Optical equipment, precision adjustments |
Source: ISO 724:2023 and DIN 13-1 / DIN 13-2. Tap drill sizes assume 75% thread engagement. Always verify with your specific cutting conditions and material.
Metric vs. Imperial Threads
The most dangerous confusion occurs between M10 metric and imperial #10 or 3/8″ fasteners. Here is a direct comparison:
| Property | M10×1.5 (Metric Coarse) | 3/8″-16 UNC (Imperial Coarse) | Difference |
|---|---|---|---|
| Diâmetro principal | 10.000 mm (0.3937″) | 9.525 mm (0.3750″) | +0.475 mm |
| Passo de linha | 1.50 mm | 1.5875 mm (16 TPI) | −0.0875 mm |
| Ângulo de rosca | 60° | 60° | Same |
| Tensile Stress Area (8.8/Grade 5) | 57.99 mm² | 52.29 mm² | +10.9% |
| Padrão | ISO 724 / DIN 13 | ANSI/ASME B1.1 | Different systems |
Note: The pitch difference of 0.0875mm means an M10×1.5 bolt will start to thread into a 3/8″-16 nut — then bind and cross-thread after 2–3 turns. This is the #1 cross-threading cause in mixed-system shops. Use a screw gauge chart to verify before assembly.
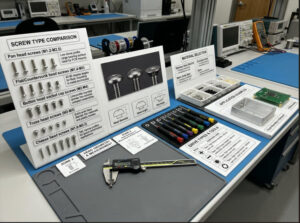
M10 Thread Pitch Options — Visual Comparison
Chart: The four available M10 thread pitches. Coarse (1.5mm) is the default; fine (1.25mm) is the most common alternative. Extra fine and super fine are specialty options.

Photo: Precision measurement instruments — engraved scale markings enable accurate thread pitch identification. (Credit: Pexels)
Avoiding Common Mistakes
Misreading Pitch or Diameter
The most common measurement error is reading the caliper across the thread roots instead of the crests. Thread roots give you the minor diameter (8.160mm for M10 coarse), which can be confused with an M8 bolt’s major diameter (8.000mm). Always measure across the outermost thread crests — the major diameter. If you are unsure, take three readings at different positions along the shank and average them.
For pitch, the typical error is counting crests instead of intervals. Ten thread crests span nine pitch intervals, not ten. If you count 10 crests across 13.5mm, the pitch is 13.5 ÷ 9 = 1.5mm — not 13.5 ÷ 10 = 1.35mm. This mistake is so common that experienced inspectors always count one extra crest as a built-in check.
Mixing Metric and Imperial
Mixed-system shops (common in North America, the UK, and Australia) face the highest risk. A 2022 internal audit by a Tier 1 automotive supplier in Michigan found that 3.2% of returned fastener orders resulted from metric/imperial confusion — not manufacturing defects. Their solution: color-coded storage bins (blue for metric, red for imperial) and mandatory gauge checks before installation. Returns dropped to 0.4% within six months.
If your workshop handles both systems, invest in a combo screw diameter reference chart and keep it posted at the workbench. The $2 laminated chart saves thousands in avoided rework.
Worn or Damaged Threads
Bolts pulled from service, especially from aluminum or cast iron components, often have worn or damaged threads at the engagement zone. This deformation makes pitch gauges sit poorly and calipers read inconsistently. When measuring a used bolt, always measure in the unengaged shank area — the section that sat above the nut — where the threads retain their original profile.
If the threads are visibly damaged (bent crests, corrosion pitting, galling marks), do not reuse the bolt. A damaged M10×1.25 bolt that “sort of” reads as 1.25mm but has stretched threads will not generate the specified clamp load and may fail under service loads. The cost of a new bolt from a reliable supplier like prendedor de príncipe is always less than the cost of a joint failure.
Troubleshooting Tips
Bolt won’t start threading into a known M10 nut? Check diameter first — you may have an M12 or 3/8″ bolt. If diameter confirms M10, check pitch — you may be trying M10×1.5 into an M10×1.25 tapped hole. Never force it.
Bolt threads in but feels gritty or tight? Possible cross-threading from a previous installation. Back the bolt out, inspect both the bolt and the hole threads visually, and run a tap through the hole if damage is visible.
Thread pitch gauge doesn’t match any blade perfectly? The bolt may be imperial (3/8″-16 or 3/8″-24), or the threads may be damaged. Try imperial gauge blades before concluding the fastener is non-standard.
M10 Thread Pitch Usage by Industry Volume
Chart: Coarse pitch (M10×1.5) dominates general use at 60%. Fine pitch (M10×1.25) accounts for 25%, driven by automotive and vibration-sensitive applications. Data based on global fastener distribution records.

Photo: Bulk steel hex bolts — visually identical bolts can have different thread pitches. Never mix without verifying. (Credit: Pexels)
Choosing the Right 10mm Thread Pitch Fastener
Match to Project Needs
Your application dictates the pitch. Here is a decision framework based on real-world project requirements:
| Tipo de aplicativo | Recommended Pitch | Motivo | Exemplo |
|---|---|---|---|
| General construction & structural steel | M10×1.5 (Coarse) | Fast assembly; tolerates dirty/painted holes; lower cross-threading risk | Beam-to-column brackets, handrails |
| Automotive engine & chassis | M10×1.25 (Fine) | Vibration resistance; higher tensile stress area; precise torque control | Cylinder head, brake caliper, strut mount |
| Hydraulic fittings & thin-wall assemblies | M10×1.0 (Extra Fine) | Minimal material removal; seal-friendly; fine adjustment capability | Hydraulic manifold ports, pressure gauge adapters |
| Optical & precision instruments | M10×0.75 (Super Fine) | Micro-adjustment; maximum thread engagement; minimal backlash | Lens mounts, micrometer stages |
| Woodworking (lag bolt style) | M10×1.5 (Coarse) | Aggressive thread grip in soft material; fast driving | Deck framing, fence posts, timber joints |
| Electrical panel & equipment grounding | M10×1.5 (Coarse) | Standard panel thread; wide availability; easy field replacement | Busbar bolting, grounding lugs |
Compatibilidade de materiais
Thread pitch selection interacts with material. Fine-pitch M10×1.25 bolts in soft materials (aluminum, brass, plastics) require careful torque control because the shallower thread depth means less material supporting each thread. In 6061-T6 aluminum, an M10×1.5 coarse-thread bolt has approximately 22% more thread shear area than an M10×1.25 fine-thread bolt at the same engagement depth. This is why aluminum automotive components often specify coarse threads despite the industry’s general preference for fine pitch in vibrating assemblies — the material weakness overrides the vibration benefit.
For stainless steel M10 bolts, galling is the primary concern regardless of pitch. The Prince Fastener stainless steel guide documents that anti-seize compound reduces M10 stainless galling rates from approximately 35% (dry assembly) to under 2% (with anti-seize). Always apply anti-seize or wax-based lubricant to stainless M10 fasteners before installation.
Sourcing Tips
When placing a purchase order for M10 fasteners, specify all five parameters — omitting any one of them invites receiving the wrong product:
1. Thread designation: M10×1.5 or M10×1.25 (do not write just “M10”)
2. Length: In millimeters, measured per ISO 4014/4017 convention
3. Property class: 8.8, 10.9, 12.9, A2-70, A4-80, etc.
4. Material and finish: Carbon steel zinc plated, SS304, SS316, hot-dip galvanized, etc.
5. Standard: DIN 933, DIN 931, ISO 4014, ISO 4017, etc.
A complete purchase order line looks like: “M10×1.5 × 50mm Hex Bolt, Class 10.9, Carbon Steel, Zinc Plated, DIN 933 — Qty: 5,000”
For competitive pricing and verified quality on M10 fasteners in any pitch, class, and finish, prendedor de príncipe maintains stock across all standard configurations and offers custom manufacturing for non-standard requirements. Their M10 online buying guide provides real-time sizing assistance.
Video: How to Measure Thread Pitch and Size
This hands-on tutorial demonstrates exactly how to use a thread pitch gauge and caliper to identify metric and imperial thread sizes — including M10:
Video: Step-by-step guide to using a thread pitch gauge and caliper for metric and imperial thread identification. (Credit: YouTube)

Photo: Assorted industrial fasteners — in a mixed bin like this, the only way to confirm thread pitch is to measure. (Credit: Pexels)
Identifying and measuring 10mm thread pitch fasteners comes down to three repeatable steps: confirm the diameter is M10 with a caliper, match the pitch with a gauge (1.5mm coarse or 1.25mm fine in most cases), and verify metric versus imperial if there is any ambiguity. These steps take under 30 seconds per bolt once you have practiced them a few times.
The tools required — a digital caliper ($15–$30), a combo thread pitch gauge ($8–$15), and a printed screw gauge reference chart ($2) — represent a total investment under $50. Against the cost of a single stripped hole, cross-threaded assembly, or wrong-pitch order return, that investment pays for itself before you finish the first project.
Apply these techniques consistently — on every bolt, every time, even when you are “sure” it is the right one. The Ohio gearbox incident at the start of this article happened to an experienced maintenance team, not beginners. Confidence without verification is the root cause of thread-pitch errors. Verification without confidence is just good engineering practice.
For further resources, explore Prince Fastener’s technical library covering machine screw dimension charts, construction screw specifications, e screw measurement tutorials. For standardization references, consult ISO 724 e ASTM International.
Frequently Asked Questions (FAQ)
1. What is the standard thread pitch for an M10 bolt?
The standard (coarse) thread pitch for an M10 bolt is 1.5mm, designated as M10×1.5 per ISO 724 and DIN 13-1. When a specification lists only “M10” without a pitch value, the 1.5mm coarse pitch is implied. The most common fine-pitch variant is M10×1.25.
2. How do I measure 10mm thread pitch without a gauge?
Place a steel ruler along the bolt threads. Count the number of thread crests visible in a 15mm span. If you count 11 crests (10 intervals), the pitch is 15mm ÷ 10 = 1.5mm (coarse). If you count 13 crests (12 intervals), the pitch is 15mm ÷ 12 = 1.25mm (fine). For higher accuracy, use a digital caliper to measure across 10 or more intervals and divide.
3. Can I use an M10×1.25 bolt in an M10×1.5 tapped hole?
No. The bolt will appear to start threading, but the pitch mismatch of 0.25mm will cause cross-threading within 2–3 turns, damaging both the bolt and the hole. M10×1.25 and M10×1.5 are not interchangeable. Always verify the pitch of both the bolt and the receiving thread before assembly.
4. What is the tap drill size for M10×1.5?
The recommended tap drill for M10×1.5 coarse thread is 8.5mm (for approximately 75% thread engagement). For M10×1.25 fine thread, use an 8.8mm tap drill. These values assume standard ISO metric thread profiles per DIN 13 and are documented in Prince Fastener’s M10 screw guide.
5. Is M10 the same as 3/8 inch?
No. M10 has a 10.0mm (0.3937″) diameter. 3/8″ has a 9.525mm (0.375″) diameter. The difference of 0.475mm means they do not fit the same holes, and their thread pitches (M10×1.5 = 1.5mm vs 3/8″-16 = 1.5875mm) are incompatible despite being numerically close. Attempting to interchange them will strip threads.
6. When should I use M10 fine pitch instead of coarse?
Use M10×1.25 fine pitch in vibration-prone environments (automotive, machinery), when you need higher tensile strength per bolt (fine threads have a larger tensile stress area), when precise torque control is required, or when the tapped component is thin and needs maximum thread engagement per unit depth. Use coarse pitch for general construction, rough conditions, and speed of assembly.
7. How do I tell metric M10 from imperial #10 screws?
Measure the diameter. Metric M10 has a 10.0mm (0.394″) major diameter. Imperial #10 has a 4.826mm (0.190″) major diameter — less than half the size. They are completely different fasteners despite both having “10” in the name. If in doubt, a screw diameter chart resolves the confusion instantly.
8. Where can I buy M10 bolts in specific thread pitches with quality certification?
prendedor de príncipe stocks M10 hex bolts, socket head cap screws, and specialty fasteners in both 1.5mm coarse and 1.25mm fine pitch, across property classes 8.8, 10.9, 12.9, A2-70, and A4-80. They provide mill test reports, ISO 9001 certification, and ship globally. Visit princefastener.com for specifications and quotes.
Last updated: March 2026. Technical data sourced from ISO 724:2023, DIN 13-1/13-2, ANSI/ASME B1.13M-1995, Bolt Depot, and Prince Fastener engineering records. Always verify specifications against the governing standard for your project.