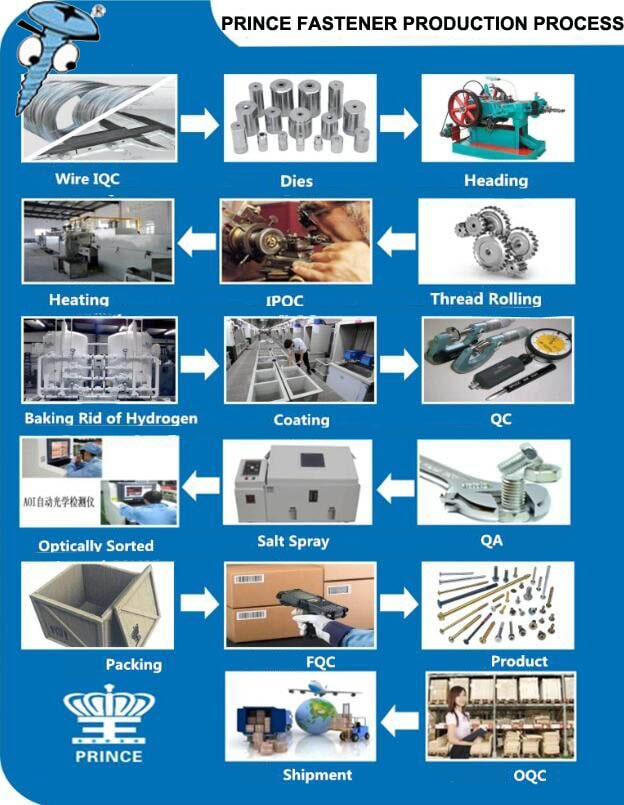
プリンスファスナーねじ製造の基本コンセプト
1、プリンスファスナー製造ねじに分けることができます:冷間圧造、ホット機械加工(旋盤、フライス盤など)。
2、冷間圧造はプラスチック金属を使用することで、冷間機械的な圧力や描画を使用して、金属の固体変形に達する。
3、ホットアップセッティングは、加熱と圧力処理後の材料の形状を満たすようにすることです。
設計要件。
4、プリンスファスナーの機械加工は、頭の6つのコーナーの特殊または特殊なボルトの小バッチは、フライス加工後にオンになります。
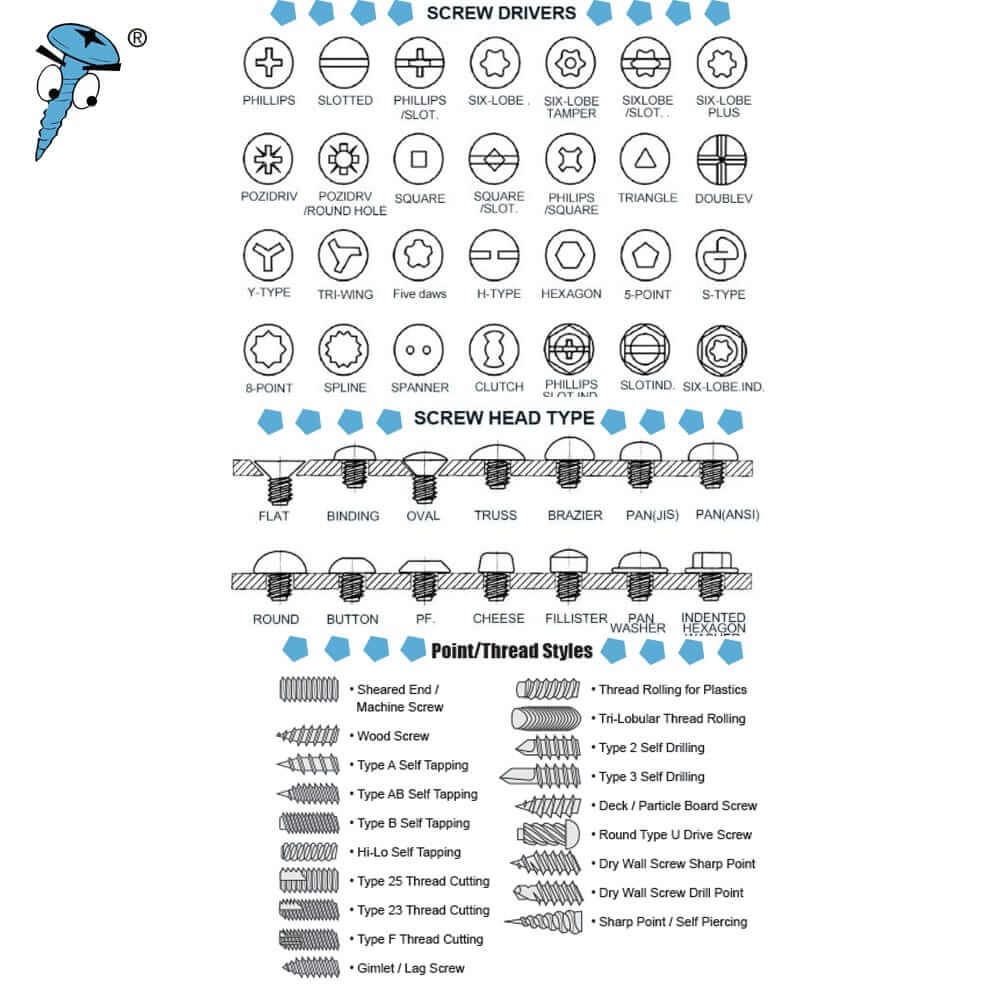
5、スクリューボルトのスレッド:機械的および手動ねじ切り、ダイスに似ています。
6、ミリングテール:一般的にプリンスファスナーカッティングマシンの終わりまでに完了します。
7、冷間圧造と熱間動揺の違い:冷間圧造ボルトの表面はより美しく、ダース赤いボルト表面の酸化皮は良く見えません;
現象の原因と成形過程の原因の分析
1、偏心:2つの赤と不適切なインストールと調整マシン。
2、ミノ:インストール不良と不適切なプリンスファスナー調整機で。
3、頭部が丸くない:ダイまたはパンチの成形の選択が十分でない。
4、亀裂のモードを再生する:亀裂やダイスのR角、モデルが2つの衝突によって打たれるように。
5、ヘッドダブル:パンチが悪い。
6、フラッシュ:不良、パンチング成形は、主にパンチとダイの間の穴のクリアランスが大きすぎるか、または短すぎる赤い棒である。
7、クラック角度:パンチ針バーストまたは2パンチとパンチは重くない。
8、ヘッドクラッキング:材料、または金型(金型のパンヘッド六角ワッシャーヘッドなど)、および潤滑油を使用してエラー。
一般的な圧延の不利な現象と原因の分析
1、加工亀裂:歯板とプリンスファスナーの古いマシンを調整します。
2、鈍い尾:機械が適切に調整されていない、歯板が古すぎる。
3、曲がったテール:シートボードのシートのコントロールスクリューがきつすぎる。
4、尾:歯の摩耗プレートと不適切な調整機。