

ボルトのトルク仕様は、あらゆる状況で同じものを使用することはできません。ボルトの材質や表面処理が異なるためです。 必要なトルクはどれくらいですか. ねじの摩擦、表面仕上げ、さらには亜鉛めっきなどのコーティングも影響します。例えば:
- 粗いねじ山は滑らかなねじ山よりも大きなトルクを必要とする。.
- 潤滑剤はボルトの締め付けを容易にしますが、すべてが同じように作用するわけではありません。.
- 温度と湿度は変化する可能性があります ボルトの挙動。.
誤ったトルクを使用すると、部品の損傷や故障を引き起こす危険性があります。.
要点
- トルク仕様は ボルトの材質と表面処理. 常にそれぞれの種類に必要なものを調べてください。.
- 潤滑剤は摩擦を低減するため、必要なトルクが減少します。ボルトに潤滑剤を使用する場合は、トルク設定を変更してください。.
- ボルトを締めすぎたり緩めすぎたりすると、重大な問題を引き起こす可能性があります。部品の破損や構造物の損傷さえも招きかねません。常に適切なトルクで締め付けてください。 適正トルク値.
- K係数は適切なトルクを見つけるのに役立ちます。ボルトの表面処理や摩擦によって変化します。ボルトを締め付ける際は常にK係数を考慮してください。.
- ボルトのトルク表を使用して適切なトルク値を確認してください。この表はプロジェクトの安全性と確実性を保つのに役立ちます。.
ボルトの仕上げと材質がトルクに与える影響
摩擦と表面処理
ボルトを締め付ける際、必要な力は摩擦によって決まります。ボルトの表面処理は摩擦に影響を与えます。無処理の鋼製ボルトは一定の摩擦係数を持っています。亜鉛メッキまたは溶融亜鉛メッキ処理されたボルトは異なる摩擦係数を示します。潤滑剤やコーティングはボルトの回転を容易にしたり困難にしたりします。これらの変化は必要なトルク量に影響を及ぼします。.
表面粗さとコーティングはボルトの動作に影響を与える。科学者らは表面処理が摩擦に与える影響を研究した。以下に重要な知見をまとめた表を示す:
| 研究タイトル | 主な調査結果 |
|---|---|
| 締結部品の摩擦係数 | 見る 潤滑、表面処理、および材料が摩擦に与える影響 ボルトで。. |
| フラクタル理論とフロリダ理論に基づく締結部品の軸受係数の研究手法 | 表面形状が摩擦、接触面積、および荷重に与える影響を示す。. |
| ねじ締結部品における表面粗さがトルク-張力関係に及ぼす影響 | ボルトにおける粗さがトルク-張力関係に及ぼす影響を研究する。. |
表面仕上げによって必要なトルクが変化することがわかります。潤滑は摩擦を低減するため、同じ力を得るのに必要なトルクが少なくて済みます。潤滑がないと摩擦が増加し、より大きなトルクが必要になります。ボルトを何度も締め付けることも摩擦に影響します。潤滑されたボルトは力を維持しますが、乾燥したボルトは時間の経過とともに力を失います。.
異なる素材と仕上げ トルク要件の変更。亜鉛メッキおよび溶融亜鉛メッキボルトは、無処理鋼ボルトよりも高いトルクを必要とします。ボルトのトルク係数を比較した表を以下に示します:
| ボルトタイプ | トルク係数 |
|---|---|
| 亜鉛メッキボルト | 0.25 |
| 亜鉛メッキボルト | 0.25 |
| 無メッキの平ボルト | 0.20 |
トルクを誤ると、ボルトが緩すぎたり締めすぎたりする可能性があります。トルクを選択する前に、必ず仕上げと材質を確認してください。.
Kファクターとその役割
K係数は必要なトルク量を把握するのに役立ちます。計算式は T = KFd です。Tはトルク、Kはトルク係数、Fは力、dはボルト径を表します。K係数は表面処理、摩擦、材質によって変化します。.
- トルクプリロードリンクは定数Kを使用する。.
- 式 T = KFd は、K がトルクをどのように制御するかを示している。.
- 鋼製ボルトについては、, K = 0.20 はほとんどのネジとナットに適用可能.
- K係数は、締め付け時の仕上げ状態と摩擦に依存する。.
- 摩擦や表面の変化によってトルクは増減する。.
- 異なる負荷とコーティングは摩擦を変化させ、それがトルクに影響を与える。.
ボルトのトルクは常にK係数を用いて確認すること。亜鉛メッキまたは溶融亜鉛メッキボルトは、無処理鋼ボルトよりも高いK係数が必要となる。これは同じ力を得るためにより大きなトルクが必要であることを意味する。潤滑はK係数を低下させるため、必要なトルクは小さくなる。.
締結部品を選ぶ際は、表面処理と材質を確認してください。これらは必要なトルク値に影響し、問題の発生を防ぐのに役立ちます。適切なトルクを使用することで、ボルトを安全かつ確実に固定できます。.
ボルトのトルク仕様の比較
ボルトのトルク仕様を見ると、材質、表面処理、サイズの組み合わせごとに異なる値が設定されていることがわかります。すべてのボルトに同じトルク値を適用することはできません。ボルトとナットの種類ごとに適切なトルクが必要です。このセクションでは、最も一般的なタイプの比較を行い、作業ごとにトルク仕様を確認すべき理由を説明します。.
鋼製ボルト—無処理 vs. コーティング処理
鋼製ボルトには様々な表面処理が施される。最も一般的なのは無処理、亜鉛メッキ、および溶融亜鉛めっきである。各処理はねじ山間の摩擦を変化させる。この変化はボルトを締め付けるのに必要なトルク量に影響する。例えば、無処理の鋼製ボルトは被覆されたボルトよりも摩擦が大きい。同じ張力を得るにはより大きなトルクが必要となる。.
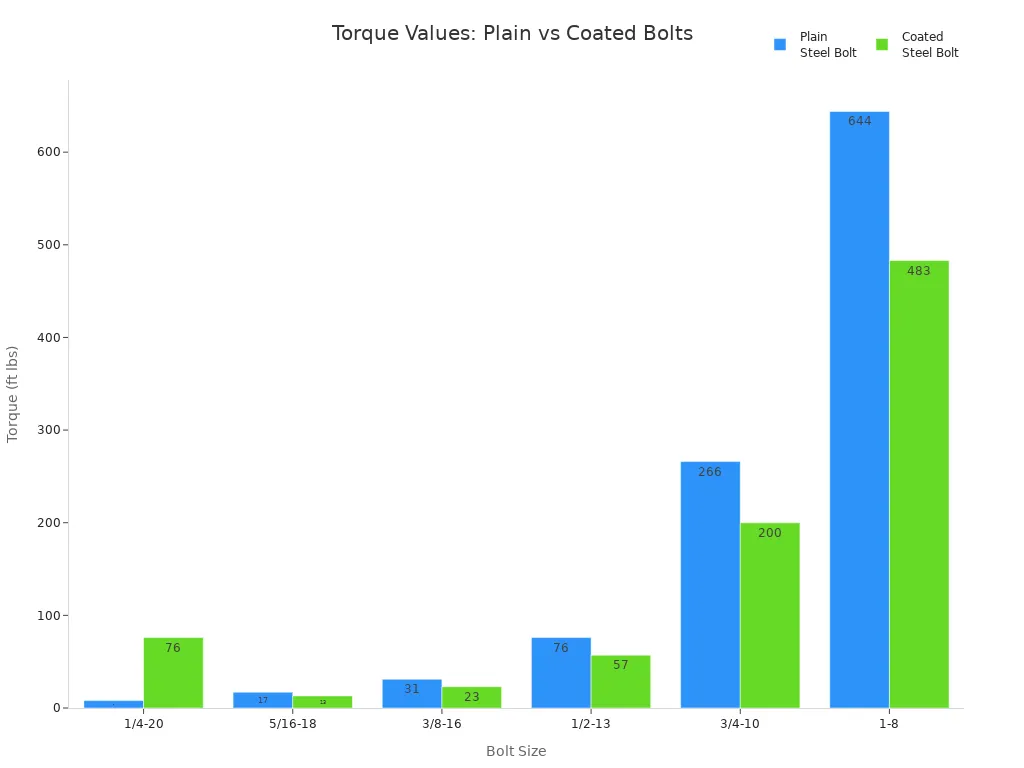
以下は、同じサイズおよび等級の無コーティング鋼ボルトとコーティング鋼ボルトのトルク値を比較した表です:
| ボルトサイズ | 純トルク(フィート・ポンド) | 被覆トルク(フィート・ポンド) |
|---|---|---|
| 1/4-20 | 8 | 6 |
| 5/16-18 | 17 | 13 |
| 3/8-16 | 31 | 23 |
| 1/2-13 | 76 | 57 |
| 3/4-10 | 266 | 200 |
| 1-8 | 644 | 483 |
コーティングされたボルトは、無処理のボルトよりも少ないトルクで締めることができます。コーティングは潤滑剤のように作用し、摩擦を低減してボルトの締め付けを容易にします。誤ったトルクを使用すると、適切な締め付け力が得られない可能性があります。作業開始前に必ずボルトのトルク仕様を確認してください。.
ステンレス鋼および合金バリエーション
ステンレス鋼ボルトと合金ボルトは、通常の鋼とは異なる特性を持つ。ステンレス鋼は錆に強いが、適切なトルクを使用しないとガリングや焼き付きを起こす可能性がある。合金ボルトはより高い負荷に耐えられるが、これも特別なトルク値が必要となる。材質の違いがねじ山の噛み合い方に影響を与える。.
使用するボルトの等級と種類を把握しておく必要があります。例えば、ASTM A325とASTM A490は構造用ボルトの一般的な規格です。ASTM A325ボルトは熱処理鋼を使用し、ASTM A490ボルトは合金鋼を使用するため、より大きな力を処理できます。各規格には固有のトルク仕様があります。これらの値は、ボルト径、等級、最小引張強度を記載したトルクチャートで確認できます。.
| スタンダード | ボルト仕様 | ボルト径 | 最小引張強度 |
|---|---|---|---|
| ASTM A325 | 構造用ボルト、鋼製、熱処理済みの標準仕様 | ½~1インチ > 1~1½インチ. | 120,000 psi105,000 psi |
| ASTM A490 | 構造用ボルトの標準仕様、合金鋼、熱処理済み | 0.5~1.5インチ. | 150,000 psi |
| ASTM A193 B7 | 高温または高圧用途およびその他の特殊用途向け合金鋼・ステンレス鋼ボルトの標準仕様 | 最大2½インチ >2½~4インチ. | 125,000 psi115,000 psi |
NASAファスナー設計マニュアルによれば、必ず~しなければならない。 摩擦に基づいてトルク値を調整する ねじ山の間。この摩擦は材料や潤滑剤によって変化します。ステンレス鋼ボルトを使用する場合は、必ずボルトのトルク仕様を確認し、損傷を防ぐために適切な潤滑剤を使用してください。.
ナット材質とねじピッチの影響
ボルトと組み合わせて使用するナットも、必要なトルク値に影響を与えます。ナットの材質、サイズ、表面処理はすべてトルクと張力の関係に影響します。アルミニウムのような軟質材料を使用する場合、硬鋼製のナットよりも少ないトルクで済みます。ねじピッチも重要です。同じ締め付け力を得るには、細目ねじは粗目ねじよりも少ないトルクで済みます。.
ヒント: ナットの材質とねじピッチは常にボルトに合わせる必要があります。これにより適切なトルクが得られ、締結部品の安全性が保たれます。.
必要なトルクを変える要因は以下の通りです:
| ファクター | 説明 |
|---|---|
| 素材 | 異なる材料は、トルクと張力の関係に影響を与える様々な機械的特性を有する。. |
| サイズ | ボルトとナットのサイズは、必要なトルクに影響を与える可能性があります。. |
| めっきおよび表面仕上げ | これらは摩擦を変化させ、適切な張力に必要なトルクに影響を与える可能性があります。. |
| ねじ用潤滑剤 | 潤滑は摩擦を低減し、トルク要件に影響を与える。. |
| 腐食と摩耗 | 劣化は、確実な接合に必要な有効トルクを変化させることがあります。. |
- 異なる材料は異なる強度を持つ 硬度。.
- アルミニウム製のナットは、鋼製のナットよりも少ないトルクで締めることができます。.
- ポリカーボネート製のネジは、硬化鋼製のネジよりもはるかに少ないトルクで締めることができます。.
- 潤滑は常に必要なトルクを低下させる。.
ボルト、ナット、締結部品のトルク仕様は必ず確認してください。推測は厳禁です。ボルト、ナット、表面処理の組み合わせごとに固有のトルクが必要です。これにより締結部の強度と安全性が保たれます。.
ボルトトルク表の使用

ボルトトルク表の読み方
A ボルトトルク表 ボルトの適切なトルク値を見つけるのに役立ちます。ボルトのサイズ、材質、グレードを推奨トルク値と照合するために使用します。このチャートはボルトを扱うすべての人にとって重要なツールです。間違いを避けるためには、読み方を理解しておく必要があります。.
以下に簡単な手順を示します:
- ボルトを見つける 直径とねじピッチ チャート内。これらの詳細が、必要なトルクに影響を与えます。.
- 確認してください ボルトの等級と材質. 異なるグレードや材質には、それぞれ異なるトルク仕様が必要です。.
- ボルトの推奨トルク値を確認してください。この表には各組み合わせごとの値が記載されています。.
- 図面に潤滑の記載があるか確認してください。潤滑されたボルトは、乾燥状態のボルトよりも少ないトルクで締まります。.
- 使用する 標準トルク計算式T = DFK。Dは直径、Fは力、KはK係数である。K係数は潤滑状態と仕上げによって変化する。.
ヒント:作業のたびに必ずボルトのトルク表を使用してください。トルクを推測してはいけません。トルク表は締め付け過ぎや締め付け不足を防ぐのに役立ちます。.
サイズおよびグレード別の標準値
標準的なボルトトルク表には様々な種類のボルトが記載されています。この表にはトルク値が記載されています。 4~10インチポンドのサイズ 1/4インチ以上のサイズについてはフィートポンド単位で規定します。対象はグレード2、5、8のメッキボルトです。ボルト径とねじピッチによって必要なトルクは変化します。大きいボルトほどより大きなトルクが必要です。細ねじは粗ねじよりも少ないトルクで締まります。.
以下の表は、一般的なボルト材料とサイズにおける代表的なトルク仕様を示しています:
| ボルトサイズ | 18-8ステンレス鋼 | 真鍮 | アルミニウム 2024-T4 | 316ステンレス鋼 | ナイロン |
|---|---|---|---|---|---|
| 2 – 56 | 2.5 | 2.0 | 1.4 | 2.6 | 0.44 |
| 4 – 40 | 5.2 | 4.3 | 2.9 | 5.5 | 1.19 |
| 6 – 32 | 9.6 | 7.9 | 5.3 | 10.1 | 2.14 |
| 8 – 32 | 19.8 | 16.2 | 10.8 | 20.7 | 4.30 |
| 10 – 24 | 22.8 | 18.6 | 13.8 | 23.8 | 6.61 |
| 1/4″ – 20 | 75.2 | 61.5 | 45.6 | 78.8 | 16.00 |
| 5/16″ – 18 | 132.0 | 107.0 | 80.0 | 138.0 | 34.90 |
| 3/8″ – 16 | 236.0 | 192.0 | 143.0 | 247.0 | 該当なし |
| 1/2″ – 13 | 517.0 | 422.0 | 313.0 | 542.0 | 該当なし |
| 3/4″ – 10 | 1530.0 | 1249.0 | 980.0 | 1582.0 | 該当なし |
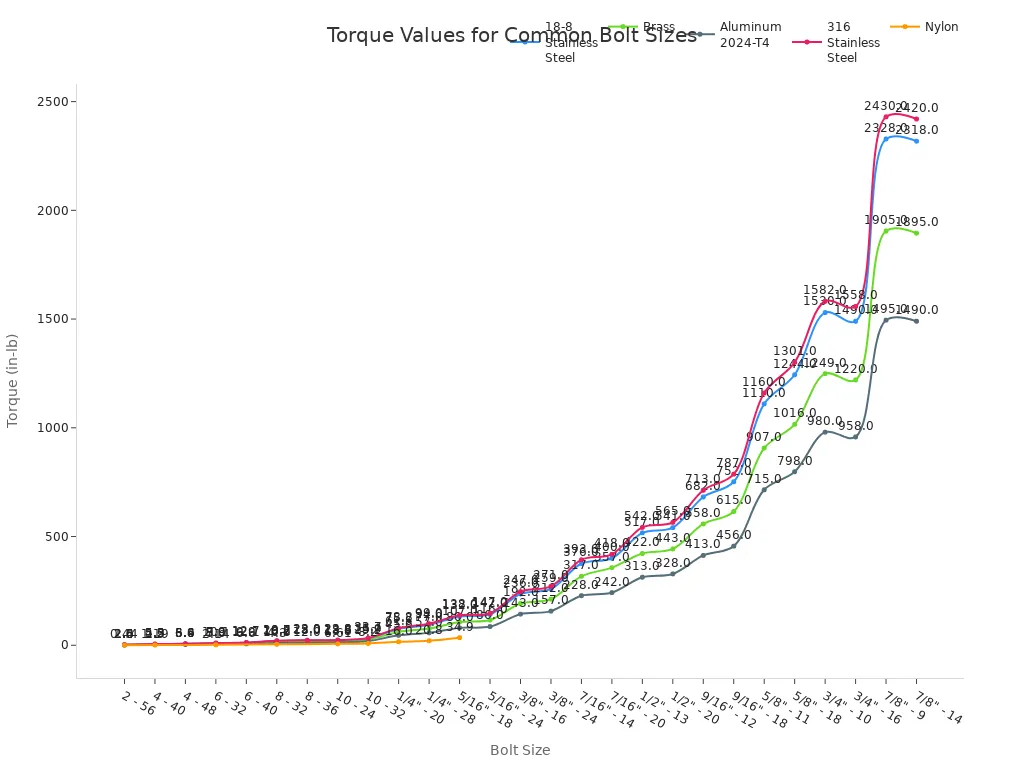
ボルトトルク表のトルク値は 出発点. 特殊な条件や潤滑状態に応じて調整が必要な場合があります。ボルトを締め付ける前には必ずトルク表を確認してください。直径とねじピッチがクランプ荷重と摩擦に影響し、必要なトルク値が変わります。ボルトトルク表を使用することで、常に安全で強固な締結を実現できます。.
実践における正確なトルク適用
メーカー仕様と業界標準
常に以下から始めなさい メーカー指定トルク値. これらの仕様書は、各ボルト、ナット、締結部品をどの程度締め付けるべきかを示します。メーカーは自社製品を試験しています。異なる材料や表面処理がトルク要求値に与える影響を把握しています。ASTMやISOなどの業界標準も適切なトルク値の選定に役立ちます。これらの規格は トルクを約75-80%に設定 ボルトの降伏点まで。これによりボルトは十分に伸びて固定されるが、破断は起こさない。.
ボルトを締め付けると、ボルトは伸びたりねじれたりする。技術者は 降伏強度の約90% 最適な結果を得るために。これによりボルトは強固でありながら安全性を保ちます。常にボルトのトルク表を確認し、メーカーの推奨値と比較してください。トルク仕様はあくまで目安であることを忘れないでください。潤滑剤、コーティング、ボルトの取り付け方法によって必要なトルクは変化します。. 実環境におけるボルトの試験 適切なトルクを見つけるお手伝いをします。.
実用的締結のコツ
実際の作業で適切なトルクを得るには、単なるチャートだけでは不十分です。優れた工具と賢い習慣が必要です。いくつかのヒントをご紹介します:
- トルクレンチを使用する前に校正してください. 毎回、または少なくとも年に2回はこれを行ってください。これにより測定値が正確に保たれます。.
- ボルトの推奨トルクに合わせてトルクレンチを設定してください。.
- ボルトやナットのねじ山は締め付け前に清掃してください。汚れや錆は必要なトルク値を変化させます。.
- 道具を大切に扱い、傷つけないようにしてください。.
- 作業ごとに適切なトルク工具を使用してください。. 以下の表は一般的な種類を示しています:
| トルクレンチの種類 | 精度特性 |
|---|---|
| クリックレンチ | ビームレンチと同等の精度。. |
| ビームレンチ | 高精度な測定値、メンテナンスが容易。. |
| デジタルレンチ | 高精度、事前校正済み、複数の設定を保存可能。. |
工具の校正頻度はISO規格に従ってください。締結部品には常に適切なトルクを使用してください。材質と表面処理を考慮してください。潤滑剤は摩擦を低減するため、使用時はトルク値を変更してください。適切なトルクを使用することで、ボルトの緩みやねじ山の損傷などの問題を防止できます。また耐食性も維持されます。これらの手順に従うことで、ボルトは確実に締め付けられ、長寿命化が図れます。.
トルク仕様の不正確さによるリスク
締めすぎと締め不足
適切なトルクを使用しないと重大な問題が発生します。ボルトを締めすぎるとねじ山を損傷する恐れがあります。アルミニウムやプラスチックのような柔らかい素材ではさらに深刻です。ひび割れや部品の変形が見られる場合があります。時には、何かが破損するまでこれらの問題に気づかないこともあります。.
報告書によると、グリップ長が短かった。これによりボルトが過度に締め付けられた。報告書は次のように示唆している。 重要な接続を確認すべきである 外部の専門家による。これらの問題を防止するには、特殊ワッシャー付きHSFGボルトまたはTCBを使用すべきである。.
ボルトを締めすぎると、伸びすぎてしまいます。これによりボルトは弱くなり、摩耗しやすくなります。修理や交換の頻度が増える可能性があります。. 安全上の問題が発生する可能性があります 部品が正常に動作しない場合。.
主なリスクをまとめた表は以下の通りです:
| 結果 | 説明 |
|---|---|
| 構造的損傷 | 締め付けすぎ 機械の部品を破損する可能性がある。. |
| 耐荷重能力の低下 | ボルトは伸びすぎる可能性がある そして弱くなる。. |
| 材料変形 | 締め付けすぎると金属が曲がったり割れたりする可能性があります。. |
| 摩耗の増加 | ボルトを締めすぎると部品の摩耗が早まる。. |
| 潜在的な部品故障 | ボルトは正しく締め付けられていないと破損する可能性があります。. |
ボルトを十分に締め付けないと、緩むことがあります。揺れや振動によってねじ山が回転し、グリップを失うことがあります。時間の経過とともに部品が沈み、ボルトの保持力が弱まることもあります。温度変化によってもボルトの締まりが緩むことがあります。.
| メカニズム | 説明 |
|---|---|
| 振動による自己緩み | 揺れが糸を動かす そしてボルトが緩む。. |
| 塑性変形 | 部品は変形し、ボルトは締まりを失う。. |
| 熱膨張率の差 | 高温や低温はボルトや部品を動かし、締め付けを緩ませることがあります。. |
仕上げ固有の故障モード
ねじの摩擦は仕上げごとに変化します。適切なトルクを使用しないと、特殊な問題が発生する可能性があります。亜鉛めっきはねじの滑り方を変化させるため、トルクを変更しなければなりません。そうしないと、ボルトが緩んだり破損したりする恐れがあります。.
- 錆はボルトのグリップを弱めることがある, 物事をまとめるために必要なものです。.
- 強固なボルトも、応力や化学物質によって割れることがある。.
- 錆がひどすぎるとボルトの強度が低下する。特に高強度ボルトほど顕著である。.
- 亜鉛コーティングはねじの滑り方を変化させ、これによりトルクが変化する。.
- コーティングは摩擦を増すため、トルクを変更する必要がある場合があります。.
以下に一般的な故障モードの一覧を示します:
| 故障モード | 結果 | 実例 |
|---|---|---|
| トルク不足 | ボルトが緩む、部品が壊れる、漏れが発生する | 橋梁ボルトの締め付けが不十分 |
| トルク過大 | ボルトが折れる、ねじ山が潰れる, 部品が損傷する | 車のホイールナットが締めすぎでブレーキローターが曲がった |
| トルクのかけ間違い | 順序間違い、摩擦変化、工具ミス | シリンダーヘッドボルトの締め付けが不適切 |
| 材料選定上の問題点 | 材質が間違っている、強度が不十分である | 高温になる場所で使用されるアルミニウムボルト |
トルクを設定する際には、常にねじの摩擦を考慮しなければなりません。表面処理の種類によってねじの噛み合い方が変わります。誤ったトルクを使用すると、ボルトの破損、漏洩、安全上の問題を引き起こす可能性があります。安全を確保するため、すべてのボルトと表面処理に対してトルクを必ず確認してください。.
あなたは~しなければならない 適切なトルクを選択する 各ボルトの材質と仕上げごとに。これにより安全性と強度が保たれます。ボルトを締め付ける前には、必ずトルクチャートと取扱説明書を確認してください。.
- 精度が確認されたトルクレンチを使用する.
- ボルトを回しやすくするために潤滑剤を塗布する。.
- ボルトを正しい順序で締め付け、必要に応じて再度確認してください。.
適切なトルクを使用することで、機械の安全性を確保し、修理費用を節約し、危険な問題を防止します。.
よくあるご質問
トルク仕様を無視するとどうなるか?
部品を損傷したり、ボルトが破損する恐れがあります。機械が故障したり、安全性が損なわれる可能性があります。常に トルク仕様を確認する ボルトを締め付ける前に。.
コーティングされたボルトは常にトルクが少なくて済むのか?
コーティングされたボルトは摩擦を低減するため、必要なトルクが小さくなる場合が多い。特定のボルトと表面処理については、必ず対応表を確認すること。.
すべてのボルトサイズに同じトルクを使用できますか?
いいえ。ボルトのサイズごとに適切なトルク値が異なります。サイズと材質に応じた正しい値を確認するには、トルク表を使用してください。.
なぜ潤滑によって必要なトルクが変わるのか?
潤滑はねじ山間の摩擦を低減します。同じ締め付け力を得るために必要なトルクが少なくなります。潤滑剤を使用する際は、必ずトルクを調整してください。.
ボルトに適したトルク仕様をどのように見つければよいですか?
あなたは~を使用できます ボルトトルク表 または製造元の指示を確認してください。これらの情報源は、ボルトの種類、サイズ、仕上げに応じた正しいトルク値を提供します。.














