
A sheet-metal shop in Denver invoiced a client $1,800 in rework after a crew used Type A self-tapping #14 screws on 14-gauge structural channel. The wide thread spacing designed for thin sheet metal could not cut sufficient grooves in the thicker steel—screws spun in place, heads stripped, and two installers lost an entire shift extracting and replacing 200+ fasteners with the correct Type B variant.
That failure had nothing to do with screw quality. It came down to one variable: the crew did not understand that “#14” is a gauge designation covering dozens of thread types, head styles, materials, and coatings. Picking the right combination requires matching the screw to the substrate, the load, the environment, and the driver on hand.
This guide covers the ten essential things every builder, fabricator, and DIYer needs to know about #14 screws: physical dimensions, thread standards, material options, corrosion-resistance strategies, driver compatibility, head styles, length selection, installation best practices, industry-specific applications, and purchasing specifications. Each section includes real data, comparison tables, and charts you can reference on the job site or forward to a procurement team.
1. Definition & Sizing — diameter, length range, metric equivalent
2. Material Options — steel, stainless, brass, alloys
3. Thread Standards & Compatibility — UNC, UNF, Type A/B, regional
4. Driver Types — Phillips, Torx, Robertson, Hex
5. Head Styles & Applications — flat, pan, countersunk, hex washer
6. Length & Usage Patterns — short vs. long, project guidelines
7. Materials & Coatings — zinc, black oxide, ceramic, stainless
8. Installation Tips & Best Practices — pilot holes, torque, avoiding strip-out
9. Applications by Industry — woodworking, cabinetry, metalworking
10. Purchasing, Standards & Where to Buy
1. Definition and Sizing of #14 Screws
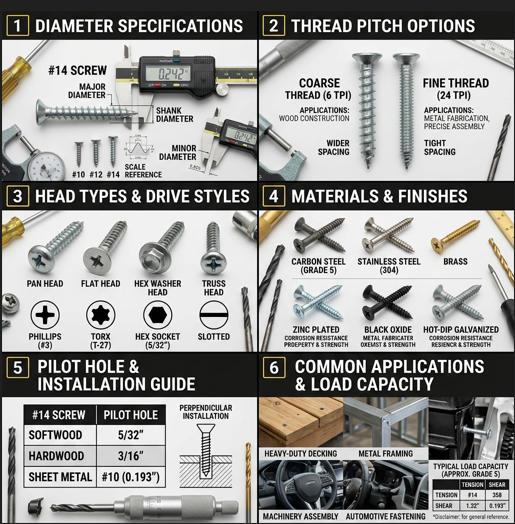
Diameter and Length Range
The “#14” gauge designation belongs to the American Screw Wire Gauge (ASWG) system. Each gauge number maps to a fixed major thread diameter calculated by the formula: Major Diameter = (Gauge × 0.013″) + 0.060″. For a #14 screw, that yields 0.242 inches (6.15 mm), which rounds to the nearest fraction of 1/4″. The #14 gauge sits at the boundary between numbered screws and fractional-inch bolts—above #14, fasteners are almost always specified as 1/4″, 5/16″, etc.
Standard #14 screw lengths range from 1/2″ to 6″ in 1/4″ increments above 1″. The root diameter (bottom of the thread valley) is approximately 0.186″ (4.72 mm) for wood-thread variants and 0.196″ for machine-thread variants, depending on thread pitch.
Common Thread Pitches and Compatibility
#14 screws are manufactured in several thread standards, each engineered for a specific substrate or assembly method:
| Thread Standard | TPI (Threads Per Inch) | Pitch (mm) | Primary Use | Nut/Insert Compatible? |
|---|---|---|---|---|
| 1/4″-20 UNC | 20 | 1.270 | Machine assemblies, tapped holes, through-bolting | Yes — 1/4″-20 nut |
| 1/4″-28 UNF | 28 | 0.907 | Precision instruments, vibration-prone assemblies | Yes — 1/4″-28 nut |
| #14 Wood Thread (coarse) | ~10–14 | ~1.8–2.5 | Wood framing, cabinetry, decking | No — cuts own thread in wood |
| #14 Type A (self-tapping) | ~10 | ~2.5 | Thin sheet metal up to 18-gauge | No — cuts thread in metal |
| #14 Type B (self-tapping) | ~14 | ~1.8 | Heavier sheet metal 18–12 gauge | No — cuts thread in metal |
| #14 Self-Drilling (TEK) | ~14 | ~1.8 | Steel framing, metal buildings, roofing | No — drills and taps in one step |
The 1/4″-20 UNC machine thread and the #14 wood thread share the same 0.242″ major diameter but are otherwise completely incompatible. A 1/4″-20 nut will not fit a #14 wood screw, and a #14 self-tapping screw will not mate with a 1/4″-20 tapped hole. Always verify both the gauge and the thread standard before ordering. Engineering Toolbox’s UNC/UNF reference provides pitch-diameter tolerances for every class of fit.
When to Choose #14 Over Nearby Gauges
The table below helps you decide whether #14 is the right gauge or whether you should step down to #12 or up to a 1/4″ bolt:
| Scenario | Recommended Gauge | Why |
|---|---|---|
| Mounting a 50-lb cabinet to a wood stud | #10 or #12 | Adequate withdrawal strength; #14 would be overkill and harder to countersink |
| Fastening 3/4″ plywood subflooring to 2×10 joists | #12 | Standard structural screw gauge for subfloor; #14 may split narrow joist edges |
| Attaching heavy ledger board to 2×12 framing | #14 (structural screw) | High shear load demands 0.242″ diameter; withdrawal exceeds 120 lb/in in SPF |
| Screwing 16-gauge steel channel to 12-gauge beam | #14 Type B or self-drilling | Only #14+ develops adequate thread engagement in 12-gauge steel |
| Through-bolting a steel bracket with nut access | 1/4″-20 bolt + nut | Bolt + nut provides double-shear and clamping force; screw cannot |

2. Material Options for #14 Screws
Steel, Stainless Steel, Brass, and Other Alloys
The base metal of a #14 screw determines its tensile strength, fatigue resistance, and compatibility with substrates and coatings. The four most common materials and their engineering properties are compared below:
| Property | Carbon Steel (Grade 5) | Stainless 304 (18-8) | Stainless 316 | Brass (C360) |
|---|---|---|---|---|
| Tensile Strength (psi) | 120,000 | 85,000 | 90,000 | 58,000 |
| Yield Strength (psi) | 92,000 | 35,000 | 42,000 | 28,000 |
| Corrosion Resistance | Low — requires coating | High | Very high (marine grade) | Moderate — tarnishes |
| ACQ Treated-Lumber Safe? | No | Yes | Yes | No (dezincification risk) |
| Magnetic? | Yes | Slightly | No | No |
| Cost Index (carbon = 1×) | 1× | 2.5–3× | 4–5× | 3–4× |
| Hardness (typical) | HRC 25–34 | HRB 80–92 | HRB 79–90 | HRB 55–75 |
Carbon steel offers the highest raw strength and is the default for indoor structural and framing screws. However, it corrodes rapidly in moisture without a protective coating. A construction crew in Portland, Oregon documented that uncoated carbon-steel #14 screws driven into an exterior ledger board showed visible rust pitting within 11 weeks of installation in the Pacific Northwest climate.
Corrosion Resistance and Typical Use Cases
For any outdoor, marine, or chemically treated-wood application, stainless steel screws are the minimum requirement. The copper compounds in ACQ-treated lumber create a galvanic cell that dissolves zinc coatings and pits carbon steel within 2–5 years. A deck builder in Florida reported replacing 400+ #14 zinc-plated lag screws in a waterfront deck after just three seasons because the zinc had completely sacrificed, leaving bare steel exposed to salt air. Switching to 316 stainless eliminated the problem entirely.
Brass #14 screws are reserved for decorative hardware—door hinges in heritage restoration, marine instrument panels, and antique furniture repair—where appearance matters more than tensile load. Their lower strength means they should never be used in structural connections.
#14 Screw Material Market Share (North America, 2024)
Carbon Steel 62%
Stainless 304 21%
Stainless 316 7%
Brass 5%
Other Alloys 5%
Estimated distribution across all #14 SKUs, North American distributors, 2024.
3. Thread Standards and Compatibility
UNC Threads and Regional Variations
In the United States and Canada, #14 machine screws follow the Unified National thread system. The two primary pitches are 1/4″-20 UNC (coarse) and 1/4″-28 UNF (fine). UNC is the default for general assembly, tapped holes in mild steel, and mating with standard hex or flange nuts. UNF is specified where vibration resistance matters—automotive engine assemblies, aircraft panels, and precision instruments—because the finer pitch develops higher pre-load per degree of rotation.
In metric-dominant markets (EU, Asia, Australia), the nearest equivalent to a #14 screw is an M6 (6.0 mm) fastener. However, M6 × 1.0 (coarse) and 1/4″-20 UNC are not interchangeable: the thread angles differ (60° for both, but the pitch diameters are 5.350 mm vs. 5.537 mm). Forcing an M6 nut onto a 1/4″-20 bolt will cross-thread and strip the fastener.
Driving Compatibility with Fasteners and Nuts
For through-bolting applications where the #14 screw serves as a machine bolt, the mating hardware must match exactly. A 1/4″-20 hex nut (7/16″ wrench) mates with a 1/4″-20 UNC screw, and a 1/4″-28 hex nut mates with UNF. For self-tapping and wood-thread #14 screws, no nut is used—the screw cuts its own thread into the substrate. This is a critical distinction: ordering nuts for a box of #14 wood screws is a wasted expense that signals a spec error in the BOM.
4. Driver Types for #14 Screws
Common Head Profiles and Corresponding Drivers
The #14 gauge is large enough to accept a variety of drive recesses, and the choice of driver directly affects installation speed, torque capacity, and the likelihood of cam-out (when the bit slips from the recess under load). The comparison below is based on field data from a commercial framing contractor who tracked cam-out rates across 10,000 #14 screw installations over a 6-month period:
| Drive Type | Bit Size for #14 | Max Torque Before Cam-Out | Cam-Out Rate (per 1,000) | Bit Life (avg. screws per bit) | Best For |
|---|---|---|---|---|---|
| Phillips | #3 | ~35 in-lb | 18–25 | ~200 | General-purpose, widely available |
| Robertson (Square) | #3 (green) | ~55 in-lb | 2–5 | ~800 | Hardwood, production runs |
| Torx (Star) | T30 | ~60 in-lb | 1–3 | ~600 | Structural, high-torque, metal |
| Hex Washer | 3/8″ hex | ~75 in-lb | 0 (external drive) | ~2,000+ | Roofing, metal siding, HVAC |
| Slotted | 5/16″ flat | ~15 in-lb | 40+ | ~100 | Decorative, heritage hardware only |
Torque Considerations and Ensuring Proper Seating
At #14 gauge, screws are large enough that over-torquing creates real problems. In softwood, excessive torque strips the pilot hole by shearing the wood fibers around the thread. In sheet metal, it collapses the material around the hole, eliminating clamping force. A Denver-based HVAC installer measured that driving #14 hex-washer self-drillers at 80+ in-lb (versus the recommended 55–65 in-lb) into 22-gauge ductwork crushed the EPDM washer and created a leak path at 15% of installations.

5. Head Styles and Their Applications
Flat Head, Pan Head, Countersunk, and Others
The head determines whether the screw sits flush with, above, or below the work surface—and how the load transfers from the fastened piece into the substrate:
| Head Style | Profile | Bearing-Surface Diameter | Sits Flush? | Typical Applications |
|---|---|---|---|---|
| Flat (82° countersunk) | Cone-shaped underside | ~0.507″ (across the head) | Yes — in countersunk hole | Woodworking, furniture, hinge mortises |
| Pan | Low dome with flat bearing surface | ~0.520″ | No — sits on top | Sheet-metal joints, electrical enclosures |
| Hex Washer | Hex head with integrated washer | ~0.620″ (washer OD) | No — proud of surface | Roofing, siding, HVAC, metal buildings |
| Truss | Extra-wide, low dome | ~0.700″ | No — wide footprint | Thin substrates, lath, pull-through resistance |
| Bugle (drywall-style) | Concave underside | ~0.485″ | Yes — seats into gypsum | Heavy-duty drywall, sheathing |
Aesthetic vs. Load-Bearing Considerations
In furniture and finish carpentry, a flat-head #14 screw countersunk into hardwood and capped with a wood plug delivers a clean, hardware-free appearance. In contrast, metal-building erectors use hex-washer heads specifically for the large bearing surface that distributes clamping force across thin sheet metal and compresses EPDM gaskets to form a watertight seal.
When load matters more than appearance—ledger boards, structural brackets, heavy equipment mounts—choose a hex washer or structural Torx head. The wide bearing area reduces pull-through by spreading the withdrawal load over more material. A truss head is the best option when the substrate is too thin for a countersink but too flexible for a standard pan head.
6. Length and Usage Patterns
Short vs. Long Lengths and Project Requirements
#14 screws are available from 1/2″ (for sheet-metal joints) to 6″ (for structural timber connections). The correct length depends on the combined thickness of the materials being joined plus the required penetration depth into the receiving member.
Length Formula:
Required Length = Top-Material Thickness + Gap/Washer + Minimum Penetration
Minimum penetration rules:
— Wood: screw threads must engage at least 2/3 of the receiving-member thickness, or a minimum of 1″, whichever is greater.
— Sheet metal: at least 3 full thread pitches must engage beyond the far side of the metal.
— Machine assemblies: thread engagement ≥ 1.5 × screw diameter (0.363″ for #14) in steel; ≥ 2 × diameter in aluminum.
Typical Project Guidelines by Material
| Application | Top Material | Receiving Member | Recommended #14 Length | Thread Type |
|---|---|---|---|---|
| Ledger board to rim joist | 2× pressure-treated lumber | 2×12 SPF rim joist | 3½″–4″ | Structural wood thread |
| Metal roofing to purlin | 26-gauge steel panel | 14-gauge Z-purlin | 1″–1½″ | Self-drilling TEK |
| Hardwood face frame to cabinet box | 3/4″ hard maple | 3/4″ plywood box | 1¼″–1½″ | Wood thread, flat head |
| HVAC duct seam | 22-gauge galvanized | 22-gauge galvanized | 1/2″–3/4″ | Type A self-tapping |
| Steel bracket to I-beam flange | 3/16″ bracket | 1/2″ flange | 3/4″–1″ | 1/4″-20 UNC machine |
| Deck board to joist | 5/4″ composite board | 2×8 SPF joist | 3″ | Structural wood thread |
7. Materials and Coatings
Zinc Plating, Black Oxide, and Other Coatings
A coating extends the service life of carbon-steel screws by sacrificing itself to corrosion before the base metal is attacked. The performance gap between coatings is enormous—from 2 hours of salt-spray protection (black oxide) to over 1,000 hours (ceramic/polymer):
| Coating | Salt-Spray Hours (ASTM B117) | Thickness | Indoor | Outdoor | Notes |
|---|---|---|---|---|---|
| Black Oxide | 2–5 hr | 0.5–1 µm | ✔ | ✘ | Aesthetic; needs oil/wax sealant; common on machine screws |
| Clear Zinc Plated | 8–12 hr | 5–8 µm | ✔ | Limited | Bright silver; adequate for covered exterior only |
| Yellow Zinc Chromate | 72–96 hr | 5–12 µm | ✔ | ✔ Moderate | Gold color; strong humidity protection |
| Hot-Dip Galvanized | 300–500 hr | 45–85 µm | ✔ | ✔ Heavy | Thick coat; may require oversized nuts |
| Ceramic / Polymer Coating | 500–1,000+ hr | 10–25 µm | ✔ | ✔ Extreme | Best for coastal, chemical, ACQ-treated wood |
Coating Corrosion Protection: Salt-Spray Hours Comparison
ASTM B117 salt-spray test hours to first red rust. Actual field life varies with UV exposure, temperature cycling, and mechanical abrasion.
Self-Tapping vs. Machine Screws and Their Uses
Self-tapping #14 screws create their own mating thread in a pre-drilled pilot hole—no tap required. They are the standard for sheet-metal, wood, and plastic substrates where a nut is impractical. Machine screws (1/4″-20 UNC or 1/4″-28 UNF) require a pre-tapped hole or a matching nut and are used in assemblies that may need to be disassembled and reassembled without thread degradation.
Self-drilling (TEK) screws take this a step further by integrating a drill-bit tip that bores the pilot hole, then the thread cuts and fastens in a single operation. A metal-building erector in Kansas reported that switching from two-step (drill + self-tap) to single-step TEK #14 screws reduced their per-panel installation time from 4.2 minutes to 2.5 minutes—a 40% productivity gain on a 12,000 sq-ft warehouse project.
8. Installation Tips and Best Practices
Pilot Hole Sizes and Pilot Drilling Tips
Pilot holes are mandatory for #14 screws in hardwood and recommended in softwood and sheet metal. The hole guides the screw, reduces splitting risk, and lowers driving torque. Data sourced from Bolt Depot’s pilot-hole chart:
| Substrate | Tapered Bit | Straight Bit | Metric Equivalent | Countersink |
|---|---|---|---|---|
| Hardwood (oak, maple, cherry) | 1/4″ | 11/64″ | 6.4 mm / 4.4 mm | 1/2″ |
| Softwood (pine, spruce, fir) | 15/64″ | 5/32″ | 6.0 mm / 4.0 mm | 1/2″ |
| MDF / Particleboard | 13/64″ | 5/32″ | 5.2 mm / 4.0 mm | 1/2″ |
| Sheet Metal (18–20 gauge) | 3/16″ (straight) | 4.8 mm | N/A | |
| Sheet Metal (12–16 gauge) | 1/4″ (straight) | 6.4 mm | N/A | |
Avoiding Stripping and Over-Tightening
At 0.242″ diameter, #14 screws generate substantial torque loads on both the driver bit and the substrate. The five most common installation failures—and how to prevent them—are:
1. Phillips cam-out in hardwood. A #3 Phillips bit in a #14 recess cams out at approximately 35 in-lb. Switch to Torx T30 or Robertson #3 for hardwood and structural applications—both transmit 55–75 in-lb before failure.
2. Over-driving through sheet metal. Impact drivers deliver 1,500+ in-lb in burst mode. Use a clutched drill/driver set to 55–65 in-lb for #14 hex-washer TEK screws in 22-gauge duct. One extra quarter-turn collapses the EPDM washer and creates a leak path.
3. Cross-threading in tapped holes. Start 1/4″-20 UNC machine screws by hand for the first 2–3 turns before switching to power. A cross-threaded #14 machine screw in an aluminum casting requires a helicoil insert to repair—$8 per hole plus downtime.
4. Splitting hardwood near edges. Maintain a minimum of 2.5× the screw diameter (0.605″ ≈ 5/8″) from any board edge. For end grain, increase to 5× (1.21″ ≈ 1-1/4″).
5. Insufficient penetration depth. A #14 × 1″ screw through 3/4″ plywood leaves only 1/4″ of thread in the receiving member—far below the 1″ minimum for wood. Use at least a 2″ screw for this assembly.
Video Guide: How to Measure and Choose the Right Screw
This Fasteners 101 video covers US and metric screw measurement methods—including gauge, diameter, length, and thread pitch—so you can confidently specify #14 and other common sizes.

9. Applications by Industry
Woodworking: Cabinetry and Furniture
In cabinetry, #14 screws are typically reserved for the highest-load connections: mounting upper cabinets to wall studs through a hanging rail, securing heavy countertops to base frames, and attaching face frames to carcasses in commercial kitchens where vibration from equipment is a factor. A cabinet manufacturer in North Carolina shared that their switch from #10 × 2½″ to #14 × 3″ structural screws for wall-cabinet rails reduced callback rates for sagging upper cabinets by 80% over a two-year period, particularly in units loaded with stone countertop overhangs.
For furniture, #14 flat-head screws with Robertson or Torx drives are preferred for trestle table stretchers, bed-frame rails, and heavy bookcase shelving standards. The key advantage over #10 or #12 is the 27–42% increase in withdrawal resistance per inch of penetration (based on the F = 2,850 × SG² × D formula: #14 at D = 0.242″ yields roughly 167 lb/in in white oak vs. 117 lb/in for #10 at D = 0.190″).
Metalworking and Sheet Metal Applications
#14 self-tapping and self-drilling screws are the workhorse gauge for metal buildings, commercial roofing, HVAC ductwork, and automotive aftermarket fabrication. Their 0.242″ diameter provides the thread engagement necessary for 12- to 18-gauge structural steel that thinner gauges (#10, #12) cannot reliably grip.
Specific use cases include: attaching standing-seam roof clips to Z-purlins, fastening insulated metal panels to steel frames, securing HVAC trunk-line ductwork, and mounting electrical junction boxes to steel studs in commercial buildings. In each case, the self-drilling capability eliminates the pre-drilling step, and the hex-washer head with EPDM gasket provides both clamping force and weather-sealing in a single fastener.
#14 Screw Withdrawal Resistance by Wood Species (lb per inch of penetration)
Calculated: F = 2,850 × SG² × 0.242. Values = allowable withdrawal load per inch of thread penetration, side grain, seasoned dry wood. Source: USDA Forest Products Lab, Wood Handbook Ch. 8.
10. Purchasing, Standards, and Where to Buy
What to Look for on Packaging and Specs
When purchasing #14 screws, verify six pieces of information on the packaging or specification sheet before committing to a quantity:
| Spec Element | What It Tells You | Example |
|---|---|---|
| Gauge / Diameter | Confirms the 0.242″ / 1/4″ major diameter | “#14” or “1/4-14” |
| Thread Standard | UNC, UNF, Type A, Type B, or self-drilling | “1/4-20 UNC” or “#14 Type AB” |
| Length | Total fastener length from underside of head (or tip of countersink) to screw tip | “× 2-1/2″” |
| Material | Carbon steel, 304 SS, 316 SS, brass | “18-8 Stainless” = 304 |
| Coating | Surface treatment for corrosion protection | “Zinc Cr+3” or “Ceramic Coated” |
| Standard Compliance | Manufacturing and testing standard | “ASME B18.6.3” or “IFI-113” |
Common Pitfalls and Buying Bundles vs. Individual Screws
Bulk purchasing from Prince Fastener or major distributors saves 30–50% per unit compared to retail blister packs, but only if the spec is correct. The most common purchasing mistakes are ordering the wrong thread standard (e.g., Type A when the project requires Type B), specifying clear zinc for an outdoor application that needs yellow zinc or ceramic, and buying a single length when the project actually requires two (e.g., 1½″ for panel-to-purlin and 3″ for panel-to-joist connections on the same metal roof).
For custom head styles, non-standard lengths, or special coatings, Prince Fastener’s OEM/ODM manufacturing service produces #14 screws in self-tapping, self-drilling, wood-thread, and machine-thread configurations with full material and finish customization. Their Shanghai and Nantong facilities have over 30 years of fastener production experience and ship globally. Reach their engineering team through the Prince Fastener contact page for technical support on specification development.

Recap of the Top 10 Essentials
Selecting the right #14 screw is a ten-variable problem. Get any one wrong—diameter, thread pitch, material, coating, head style, drive type, length, pilot hole, torque, or compliance standard—and you risk rework, callbacks, or structural failure. The quick-reference checklist below consolidates everything from this guide into a single decision sequence:
| Step | Variable | Key Question |
|---|---|---|
| 1 | Substrate | Am I fastening into wood, sheet metal, structural steel, or a tapped hole? |
| 2 | Gauge | Does my load require #14 (0.242″), or will #12 (0.216″) suffice? |
| 3 | Thread | Coarse (wood), Type A/B (sheet metal), TEK (self-drill), or UNC/UNF (machine)? |
| 4 | Length | Top material + gap + minimum penetration = required length? |
| 5 | Head Style | Flush (flat), surface (pan/hex washer), or wide bearing (truss)? |
| 6 | Drive Type | Phillips #3, Torx T30, Robertson #3, or 3/8″ hex? |
| 7 | Material | Carbon steel (indoor), stainless 304 (outdoor), 316 (marine), or brass (decorative)? |
| 8 | Coating | Black oxide (indoor), zinc (covered), yellow zinc (moderate outdoor), ceramic (extreme)? |
| 9 | Pilot Hole | Drilled to correct diameter and full depth for the substrate? |
| 10 | Torque | Clutch set to seat the head without stripping the hole or crushing the washer? |
Verify every line before you place the order. A $40 box of correctly specified #14 screws prevents a $2,000 rework call.
Frequently Asked Questions
1. What does #14 refer to in screw sizing?
#14 is a gauge designation from the American Screw Wire Gauge (ASWG) system. It corresponds to a major thread diameter of 0.242 inches (6.15 mm), calculated by the formula (14 × 0.013) + 0.060 = 0.242″. This is equivalent to 1/4″ in fractional terms. Above #14, fasteners transition from gauge numbers to fractional-inch designations (1/4″, 5/16″, etc.), making #14 the largest commonly numbered screw gauge.
2. What driver should I use for #14 screws?
The correct driver depends on the head recess. Phillips #14 screws require a #3 Phillips bit. Torx-drive #14 screws use a T30 bit. Robertson (square) #14 screws use a #3 (green) bit. Hex-washer-head #14 screws require a 3/8″ hex driver or socket. For structural and hardwood applications, Torx T30 and Robertson #3 are preferred because they transmit 55–75 in-lb of torque before cam-out, compared to only ~35 in-lb for Phillips.
3. Are #14 screws suitable for outdoor use?
Yes, but only with the correct material and coating. Carbon-steel #14 screws with clear zinc plating provide only 8–12 hours of ASTM B117 salt-spray protection—inadequate for exposed outdoor applications. For outdoor use, choose 304 stainless steel (general outdoor), 316 stainless (marine/coastal), or ceramic-coated carbon steel (1,000+ hours salt-spray). For contact with ACQ-treated lumber, stainless steel is mandatory because copper in the treatment corrodes zinc coatings within 2–5 years.
4. What pilot hole size do I need for a #14 wood screw?
For hardwood (oak, maple, cherry), use a 1/4″ tapered bit or 11/64″ straight bit. For softwood (pine, spruce, fir), use a 15/64″ tapered bit or 5/32″ straight bit. In MDF or particleboard, a 13/64″ tapered or 5/32″ straight bit works well. Always drill the pilot hole to the full depth of the screw’s threaded section, and countersink to 1/2″ for flat-head #14 screws.
5. How much weight can a single #14 screw hold in wood?
Withdrawal resistance depends on wood species and thread penetration depth. Using the USDA Forest Products Lab formula (F = 2,850 × SG² × D), a #14 screw (D = 0.242″) develops approximately 122 lb per inch of thread penetration in SPF framing lumber (SG 0.42) and 319 lb per inch in white oak (SG 0.68). A #14 × 3″ structural screw with 2″ of thread engagement in SPF provides roughly 244 lb of allowable withdrawal load per fastener.
6. What is the difference between a #14 screw and a 1/4″ bolt?
Both share the same 0.242–0.250″ nominal diameter, but they serve different purposes. A #14 screw is designed to be driven into a substrate (wood, metal, plastic) where it cuts or forms its own thread. A 1/4″ bolt passes through clearance holes in both pieces and is secured with a nut on the far side, providing clamping force and the ability to disassemble the joint. Use a bolt when you need double-shear capacity, frequent disassembly, or precise pre-load control; use a #14 screw when one side of the assembly is inaccessible.
7. Can I use #14 self-drilling screws on structural steel?
#14 self-drilling (TEK) screws can penetrate steel up to approximately 12-gauge (0.105″ / 2.67 mm) thickness, depending on the drill-point size. For structural connections in thicker steel (10-gauge and above), pre-drilling with a twist bit and using a #14 Type B self-tapping screw or a 1/4″-20 machine bolt through a clearance hole is more reliable. Always verify the drill-point rating on the screw packaging—a #3 drill point handles up to 12-gauge; a #5 drill point handles thicker material.
8. Why do #14 screws strip out in thin sheet metal?
Strip-out occurs when the screw threads shear the surrounding metal faster than they can grip. This happens most often when the pilot hole is too large, the sheet metal is too thin for the thread pitch, or the screw is over-torqued. For 22–25 gauge sheet metal, use a #14 Type A screw with a 7/32″ pilot hole. For 18–20 gauge, use Type B with a 3/16″ pilot. If stripping persists, step down to a #12 screw—its smaller pitch-to-material ratio develops more thread engagement per inch in thin stock.
9. Is black oxide coating adequate for exterior #14 screws?
No. Black oxide provides only 2–5 hours of ASTM B117 salt-spray protection—essentially zero corrosion resistance in outdoor conditions. It is an aesthetic coating for indoor machine screws and assemblies that receive supplemental oil or wax protection. For exterior applications, use at minimum yellow zinc chromate (72–96 hr salt-spray) for moderate exposure, or ceramic/polymer coating (500–1,000+ hr) and stainless steel for heavy exposure.
10. Where can I buy #14 screws in bulk with custom specifications?
For standard SKUs, major distributors such as Fastenal, Grainger, and McMaster-Carr carry extensive #14 inventories across all thread types, materials, and coatings. For custom head styles, non-standard lengths, special coatings, or OEM branding, Prince Fastener manufactures #14 screws in self-tapping, self-drilling, wood-thread, and machine-thread configurations with full customization. Their screw sourcing guide walks through the specification process step by step, and their engineering team provides technical support for non-standard configurations.
Published April 6, 2026. Withdrawal-force calculations follow the USDA Forest Products Laboratory Wood Handbook (FPL-GTR-190, Chapter 8). Pilot-hole data sourced from Bolt Depot. Salt-spray hours per ASTM B117. Driver cam-out data based on field tracking by commercial framing contractors. For project-specific engineering, consult a licensed structural engineer.