
A procurement manager at a mid-size manufacturing plant in Ohio once ordered 50,000 M6×1.0 machine screws for an assembly line — only to discover on delivery day that the design called for M6×0.75 fine pitch. The threading mismatch meant none of the screws engaged the tapped holes properly. The result: a $12,000 re-order, a two-week production delay, and an uncomfortable meeting with the plant director. That mistake came down to a single overlooked dimension — thread pitch.
Screws may look simple, but each one carries up to a dozen measurable characteristics that determine whether it holds, strips, corrodes, or fails. Understanding these dimensions is not optional knowledge for anyone who buys, specifies, or installs fasteners — it is the difference between a project that stands and one that falls apart.
This guide walks through 12 essential screw dimensions — diameter, length, pitch, head size, drive type, material, hardness, finish, standards, and selection criteria — with the conversion charts, comparison tables, and decision-making frameworks that professionals and DIYers actually need at the point of purchase. By the end, you will have a printable cheat sheet that eliminates guesswork the next time you stand in front of a fastener bin or fill out a supplier order form.
This guide is built for DIYers tackling home renovation projects, tradespeople who install hundreds of screws per day, designers specifying fasteners for new products, and purchasing professionals sourcing bulk fastener orders from manufacturers like قفل الأمير السحابة.

Diameter: The First Dimension You Must Match
How Diameter Is Defined and Common Measurement Standards
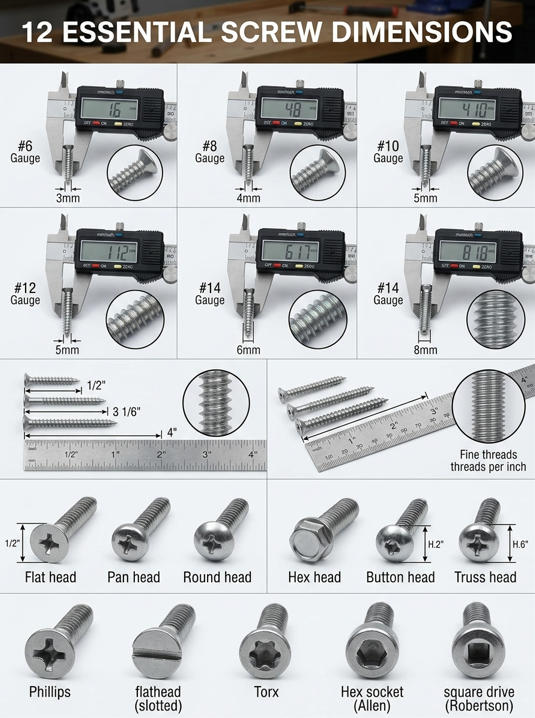
Screw diameter refers to the measurement across the widest point of the screw’s threaded section — the outer edge of the threads, also called the major diameter. It is the single most critical dimension for determining whether a screw will fit a pre-drilled hole, a tapped thread, or a mating nut.
Two measurement systems coexist worldwide. The imperial (inch) system uses gauge numbers for smaller screws (#0 through #14) and fractional inches for larger sizes (1/4″ and up). The metric system uses “M” followed by the nominal diameter in millimeters — M3, M4, M5, M6, M8, and so on. The gauge numbering in the imperial system is not intuitive: there is no direct formula that converts gauge to inches cleanly enough to memorize, so a reference chart is essential.
| US Gauge | Decimal (inches) | أقرب كسر | Metric Equivalent (mm) | Closest ISO Size |
|---|---|---|---|---|
| #2 | 0.086″ | 3/32″ | 2.18 مم | M2 |
| #4 | 0.112″ | 7/64″ | 2.84 مم | M3 |
| #6 | 0.138″ | 9/64″ | 3.51 مم | M3.5 |
| #8 | 0.164″ | 5/32″ | 4.17 ملم | M4 |
| #10 | 0.190″ | 3/16″ | 4.83 مم | M5 |
| #12 | 0.216″ | 7/32″ | 5.49 ملم | M5.5 |
| #14 | 0.250″ | 1/4″ | 6.35 ملم | M6 |
| 1/4″ | 0.250″ | 1/4″ | 6.35 ملم | M6 |
| 5/16″ | 0.3125″ | 5/16″ | 7.94 mm | M8 |
| 3/8″ | 0.375″ | 3/8″ | 9.53 mm | M10 |
A common field error: measuring the minor diameter (the root of the thread valley) instead of the major diameter. Calipers placed at the root give a reading 10–20% smaller than the actual size, leading to incorrect ordering. Always measure across the outer thread crests, or use a thread identification gauge for certainty.
How to Read Diameter in Nuts, Bolts, and Screws
For bolts and machine screws, the diameter is almost always stated first in the specification string. An “M8×1.25×30” bolt is 8 mm in major diameter, 1.25 mm thread pitch, and 30 mm long. In imperial notation, a “1/4-20×1″ bolt is 1/4″ diameter, 20 threads per inch, and 1” long.
For nuts, the diameter listed refers to the internal thread that mates with the bolt — not the outer hex dimension. An M8 nut has an 8 mm internal thread, but its across-flats measurement is 13 mm. Confusing these two numbers results in nuts that spin freely on undersized bolts or cannot thread onto the correct bolt at all.
For wood screws and self-tapping screws, diameter is expressed as gauge number (#6, #8, #10, etc.) without a thread-pitch figure, because wood screws have a standardized thread geometry for each gauge. The gauge tells you everything you need about the thread.

Length: From Engagement to Withdrawal
Measuring Length Correctly (Overall vs. Grip Length vs. Under-Head Length)
Screw length seems straightforward until you realize that different head styles are measured differently. The standard rule: countersunk (flat) head screws are measured from the top of the head to the tip, because the head sits flush with or below the surface. All other head types — pan, hex, button, round, fillister — are measured from under the head to the tip, because the head sits above the surface.
This distinction matters enormously. A 25 mm pan-head screw and a 25 mm flat-head screw do not protrude the same distance into the receiving material. The flat-head screw’s measurement includes the tapered head, so its actual thread penetration is 2–4 mm shorter than the pan-head version of the same stated length.
Grip length is a separate concept relevant to bolts: it is the unthreaded portion of the shank designed to pass through the clamped materials without thread engagement. Getting grip length wrong is how you end up with bolt threads sitting inside a bearing surface, where they create stress concentrations and eventual fatigue cracks.
When Length Choice Affects Strength and Fit
The rule of thumb across woodworking, metalworking, and general assembly is that threaded engagement into the receiving material should be at least 1.5× the screw diameter for steel-into-steel و 2× the screw diameter for aluminum or softer metals. In wood, as discussed in many fastener engineering resources, the screw should penetrate at least twice the thickness of the thinnest piece being joined.
Too-short screws fail by pull-out — the threads strip out of the receiving material under load. Too-long screws either protrude dangerously from the back side or bottom out in blind holes, preventing the joint from clamping tight. Both failures are preventable with a 30-second measurement and a reference chart.
| نوع الرأس | Measured From | Measured To | Head Included in Length? |
|---|---|---|---|
| Flat (Countersunk) | Top of head | Tip | نعم |
| مقلاة | Under head | Tip | لا يوجد |
| سداسية | Under head | Tip | لا يوجد |
| زر | Under head | Tip | لا يوجد |
| فيلستر | Under head | Tip | لا يوجد |
| Oval (Raised Countersunk) | Widest point of head | Tip | Partially |
Pitch and Thread Engagement: How Tightly It Locks
What Pitch Means (Coarse vs. Fine) and Where It Matters
Thread pitch is the distance from the crest of one thread to the crest of the next, measured parallel to the screw axis. In metric screws, pitch is expressed directly in millimeters — an M8×1.25 screw has 1.25 mm between thread crests. In imperial screws, pitch is expressed as threads per inch (TPI) — a 1/4-20 screw has 20 thread crests per linear inch.
Coarse pitch (fewer threads per inch, larger spacing) is the default for general-purpose fastening. Coarse threads are faster to install, more tolerant of slightly imperfect holes, and better at resisting cross-threading. They perform well in softer materials like aluminum, wood, and plastic, where the wider thread cuts a stronger grip.
Fine pitch (more threads per inch, smaller spacing) provides higher clamping force per turn, better resistance to vibration loosening, and tighter positional adjustment. Fine threads are standard in aerospace, automotive engine components, and precision instruments. The trade-off: fine threads are more susceptible to cross-threading and require cleaner, more precisely tapped holes.
In production environments, the pitch mismatch described in the introduction — ordering M6×1.0 instead of M6×0.75 — is among the top five fastener procurement errors tracked by industrial distributors. The numbers look nearly identical on a purchase order, but the screws are physically incompatible.
TPI vs. Pitch: Converting Between Standards
The conversion is simple arithmetic: Pitch (mm) = 25.4 ÷ TPI. Conversely, TPI = 25.4 ÷ Pitch (mm). A 1/4-20 UNC screw has a pitch of 25.4 ÷ 20 = 1.27 mm. The closest metric equivalent is M6×1.0 (not exact, but often the nearest substitute when adapting imperial designs for metric markets).
| Imperial Size | TPI (Coarse / UNC) | Pitch (mm) | TPI (Fine / UNF) | Pitch (mm) | Nearest Metric Equivalent |
|---|---|---|---|---|---|
| #6 | 32 | 0.794 | 40 | 0.635 | M3.5×0.6 |
| #8 | 32 | 0.794 | 36 | 0.706 | M4×0.7 |
| #10 | 24 | 1.058 | 32 | 0.794 | M5×0.8 |
| 1/4″ | 20 | 1.270 | 28 | 0.907 | M6×1.0 |
| 5/16″ | 18 | 1.411 | 24 | 1.058 | M8×1.25 |
| 3/8″ | 16 | 1.588 | 24 | 1.058 | M10×1.5 |
| 1/2″ | 13 | 1.954 | 20 | 1.270 | M12×1.75 |
Note: “nearest metric equivalent” does not mean interchangeable. A 1/4-20 bolt will not thread into an M6×1.0 nut. The dimensions are close enough to cause confusion but different enough to cause cross-threading and failure. Always verify the exact standard before mixing components.
Head Size and Style: Surface Contact, Seating, and Strength
Common Head Types (Pan, Countersunk, Hex, Fillister, Button) and Their Uses
The screw head serves three functions: it provides a surface for the driving tool to engage, it creates a bearing surface that distributes clamping force across the joint, and it determines whether the fastener sits flush, above, or below the workpiece surface.
Pan head — The most common machine screw head. It has a slightly domed top, flat bearing surface, and tall profile that provides a large contact area. Pan heads are the default choice for electronics enclosures, sheet metal assemblies, and any application where the screw does not need to sit flush.
Flat (countersunk) head — Tapered at 82° (in the US standard) to sit flush with the surface of a countersunk hole. This is the standard for woodworking, aerospace skin panels, and any application where a protruding head is unacceptable. The countersink angle must match the screw’s head angle — using an 82° screw in a 90° countersunk hole (common in metric standards) creates a poor bearing surface.
Hex head — Designed to be driven with a wrench or socket rather than a screwdriver. Hex heads deliver the highest torque capacity of any common head type, making them the standard for structural bolting, machinery assembly, and heavy equipment. Prince Fastener’s bolts and nuts catalog includes hex-head fasteners across the full range of metric and imperial sizes for exactly these applications.
Fillister head — A tall, cylindrical head with a small diameter, originally designed for counterbored holes in machine assemblies. Fillister heads are less common today but remain specified in legacy aerospace and military hardware.
Button head — A low-profile domed head, typically paired with a hex socket (Allen) drive. Button heads provide a clean, modern appearance and are widely used in furniture hardware, consumer electronics, and architectural fittings.
How Head Size Influences Seating Options and Tool Compatibility
Head diameter directly affects the bearing area — the surface through which clamping force is transferred to the workpiece. A wider head spreads the load over more material, reducing the chance of pull-through in thin or soft substrates. For example, a truss-head screw (extra-wide, low-profile) distributes force across roughly 2.5× the area of a standard pan head, making it the preferred choice for thin sheet metal where pull-through is a risk.
Head height determines clearance requirements. In tight-tolerance assemblies — inside a laptop chassis or behind an appliance panel — a button head at 2.0 mm tall may fit where a pan head at 3.5 mm tall does not. Always check the head height dimension against your available clearance.

Drive Type: Compatibility with Tools and Torque Transfer
Common Drive Types (Slotted, Phillips, Pozidriv, Torx, Allen/Hex, Security Drives)
The drive recess in the screw head determines how efficiently torque transfers from the tool to the fastener — and how likely the tool is to slip out (cam-out) under load.
مشقوق — The oldest drive type. A single straight slot engaged by a flat-blade screwdriver. Slotted drives are still found in electrical terminal screws and decorative hardware, but they are universally regarded as the worst performer for cam-out resistance and torque transfer. Bit life data from production environments shows slotted drivers fail 4–5× faster than any other drive type under continuous use.
فيليبس — Designed in the 1930s with intentional cam-out to prevent overtightening on factory assembly lines. That feature is a drawback in modern use: the bit lifts out of the recess under high torque, rounding the head and gouging the workpiece. Despite its limitations, Phillips remains the most widely available drive type globally.
Pozidriv (PZ) — An evolution of Phillips with additional ribs in the recess that increase engagement area and dramatically reduce cam-out. Pozidriv screws are dominant in European construction and cabinetry. A Pozidriv bit should never be used in a Phillips recess (or vice versa) — the fit is close enough to engage but poor enough to cause stripping.
Torx (star) — Six-lobed star pattern that distributes torque evenly and virtually eliminates cam-out. Torx delivers the highest torque transfer of any common drive type and is the standard in automotive, aerospace, and electronics manufacturing. The downside: proprietary licensing historically made Torx screws more expensive, though patent expiration has reduced the premium significantly.
Allen/Hex socket — A hexagonal recess driven by an Allen key (hex wrench) or hex-socket bit. Hex drives are compact and allow fastening in recessed or tight spaces where a standard screwdriver cannot reach. They are the default for socket-head cap screws used in machine tool clamping, jig fixturing, and precision equipment.
Security drives — Tamper-resistant variants of standard drives (Torx with center pin, one-way slotted, snake-eye, etc.) designed to prevent unauthorized removal. Common in public infrastructure, vending machines, and restroom fixtures.
Choosing a Drive for Ease of Installation and Tamper Resistance
| نوع محرك الأقراص | Cam-Out Resistance | Torque Transfer | Bit Life (approx. screws) | Best Application |
|---|---|---|---|---|
| مشقوق | Very Low | منخفضة | ~100–200 | Electrical terminals, decorative |
| فيليبس | منخفضة | معتدل | ~200–400 | General assembly, consumer goods |
| بوزيدريف | عالية | عالية | ~800–1,200 | European construction, cabinetry |
| توركس | عالية جداً | عالية جداً | ~1,500–2,500 | Automotive, aerospace, electronics |
| Allen / Hex Socket | عالية | عالية جداً | ~2,000–3,000 | Machine tools, precision equipment |
| Security Torx | عالية جداً | عالية جداً | ~1,500–2,500 | Public infrastructure, tamper-proof |
When specifying fasteners for high-volume assembly — where a production line drives 2,000+ screws per shift — drive type selection directly affects tooling cost. A facility that switched from Phillips to Torx on an automotive sub-assembly line documented a 73% reduction in bit replacement frequency and an 18% reduction in screw rejection rate due to stripped heads, according to data shared by the facility’s maintenance team at a 2023 fastener industry conference.
Watch: Screw Sizes and Measurements Explained
Video: “How to Measure Screws & Bolts — US & Metric Sizing | Fasteners 101” — a visual walkthrough of screw measurement methods.
Material and Hardness: Strength and Corrosion Resistance
Common Screw Materials (Steel, Stainless, Brass, Nylon, Composites)
The material a screw is made from determines its tensile strength (how much pulling force it can withstand before breaking), its shear strength (resistance to sideways forces), its corrosion behavior, and its compatibility with the materials it contacts.
الفولاذ الكربوني is the workhorse material. Heat-treated carbon steel screws (SAE Grade 5 / ISO Class 8.8) deliver tensile strengths of 120,000 psi (827 MPa) — strong enough for structural bolting in buildings, bridges, and machinery. The trade-off is zero corrosion resistance without a protective coating. Bare carbon steel rusts visibly within 24 hours in humid conditions.
Stainless steel (304/18-8) provides excellent corrosion resistance in most non-marine environments. Its tensile strength is roughly 70,000–85,000 psi (500–585 MPa) — adequate for most assembly work but significantly lower than heat-treated carbon steel. For marine or chemical exposure, 316 stainless offers superior resistance at a 20–30% cost premium over 304. Prince Fastener manufactures 304 and 410 stainless steel screws that have passed 200+ hours of salt-spray testing without surface degradation — a real-world benchmark that matters for coastal construction and food-processing equipment.
النحاس provides corrosion resistance, electrical conductivity, and a warm aesthetic, but tensile strength tops out around 50,000–60,000 psi (345–415 MPa). Brass screws are standard in electrical terminals, plumbing fittings, and decorative hardware. They must never be used in structural or high-load applications.
نايلون offers electrical insulation, chemical resistance, and zero risk of galvanic corrosion when joining dissimilar metals. Tensile strength is approximately 10,000–12,000 psi (70–83 MPa) — suitable only for lightweight electronic assemblies, cable management, and non-load-bearing panels.
Alloy steel (SAE Grade 8 / ISO Class 10.9) is the premium structural material, with tensile strengths reaching 150,000+ psi (1,034+ MPa). Grade 8 bolts are specified for critical joints in heavy equipment, automotive suspensions, and military vehicles.
Chart 1: Tensile Strength Comparison by Screw Material (psi)
(Grade 8)
(Grade 5)
Steel (304)
Values represent approximate maximum tensile strength in psi. Actual values vary by grade and heat treatment.
Hardness Ratings and What They Imply for Load and Wear
Hardness — measured on the Rockwell scale (HRC for hard metals, HRB for softer metals) — indicates a screw’s resistance to surface deformation, thread wear, and drive-recess stripping. Higher hardness generally means higher strength but also greater brittleness.
Grade 5 carbon steel bolts range from HRC 25–34. Grade 8 bolts range from HRC 33–39. Stainless steel 304 fasteners sit at roughly HRB 70–85 (equivalent to about HRC 12–17 on the C scale) — softer than carbon steel, which is why stainless screws are more prone to galling (friction welding) during installation.
For self-tapping screws that must cut their own threads into sheet metal, surface hardness is critical. The screw tip must be harder than the substrate — typically HRC 45–55 for screws intended to tap into mild steel panels. Prince Fastener’s self-tapping screw line undergoes case-hardening treatment to achieve HRC 50+ at the tip while maintaining a ductile core that resists shank fracture — a dual-hardness profile that balances cutting ability with structural toughness.
Finish and Coating: Protection in Different Environments
Zinc, Black Oxide, Brass, Ceramic Coatings, and Weather Resistance
A screw’s coating is its first line of defense against corrosion. The base metal provides strength; the finish provides longevity. Choosing the wrong finish for the environment is one of the most common reasons fasteners fail prematurely.
Zinc plating (clear/bright) is the most common coating for indoor carbon steel fasteners. It provides 8–12 hours of salt-spray resistance per ASTM B117 — enough for climate-controlled interiors but inadequate for any moisture exposure. Zinc corrodes sacrificially, meaning it degrades before the underlying steel, buying time before structural rust begins.
Yellow zinc dichromate extends protection to 72–96 hours of salt-spray resistance. It is the default for semi-protected environments like covered outdoor structures, automotive underbody components, and warehouses.
أكسيد أسود is not a true corrosion barrier — it is a conversion coating that provides mild corrosion resistance only when treated with oil or wax. Its primary advantages are aesthetic (low-glare black finish), dimensional stability (coating thickness under 1 micron), and low cost. Black oxide fasteners are standard in firearms, optical equipment, and machine-tool fixturing where tight tolerances and non-reflective surfaces are priorities.
Ceramic/epoxy coatings deliver 500–1,000+ hours of salt-spray protection. They are specified for outdoor structural fastening, pressure-treated lumber, and marine environments. The coating is typically 15–25 microns thick, which must be accounted for in hole tolerances.
Hot-dip galvanizing provides 300–500+ hours of salt-spray resistance and is the standard for structural steel connections in buildings, bridges, and power transmission towers. The coating is thick (50–80 microns), so bolt-hole clearances must accommodate it.
How Coatings Affect Compatibility with Materials and Corrosion Expectations
Material compatibility is a hidden failure mode. Zinc-plated carbon steel fasteners in contact with ACQ pressure-treated lumber corrode within months because the copper in the treatment accelerates galvanic attack on the zinc. Stainless steel or ceramic-coated fasteners are required for ACQ-treated wood.
Similarly, bare aluminum screws in contact with copper plumbing fittings create a galvanic cell that accelerates aluminum corrosion. Always check the galvanic compatibility chart before mixing fastener and substrate metals.
| نوع الطلاء | Salt-Spray Hours (ASTM B117) | Thickness (μm) | Indoor/Outdoor | Relative Cost |
|---|---|---|---|---|
| Zinc Plating (Clear) | 8–12 | 5–8 | Indoor only | $ |
| Yellow Zinc Dichromate | 72–96 | 8–12 | Semi-outdoor | $$ |
| Black Oxide + Oil | 2–5 | <1 | Indoor (oiled) | $ |
| طلاء النيكل | 48–72 | 8–15 | Indoor / light outdoor | $$ |
| Ceramic / Epoxy | 500–1,000+ | 15–25 | Outdoor / marine | $$$ |
| Hot-Dip Galvanizing | 300–500+ | 50–80 | Outdoor / structural | $$$ |
| Stainless Steel (no coat needed) | 1,000+ | غير متوفر | All environments | $$$$ |

Standards and Sizing Systems: When to Follow ISO, ANSI, or JIS
Key Standards to Know (ISO Metric, UNC/UNF, M-Series, etc.)
Three standards bodies govern the majority of screw dimensions worldwide:
ISO (International Organization for Standardization) publishes the metric thread standards (ISO 261/262 for general-purpose metric threads, ISO 898 for strength grades) used in Europe, Asia, Africa, and South America. If a drawing says “M8×1.25,” it references ISO metric dimensions.
ANSI/ASME (American National Standards Institute / American Society of Mechanical Engineers) governs the Unified National thread series (UNC for coarse, UNF for fine) used primarily in North America. ANSI also defines the inch-based gauge system (#0 through #14) for machine screws and the imperial fractional system (1/4″ through 4″+) for bolts.
JIS (Japanese Industrial Standards) historically defined screw dimensions for the Japanese market. Modern JIS metric threads are largely aligned with ISO, but legacy JIS Phillips-head screws (marked with a dot on the head) have a slightly different recess geometry than ISO Phillips — causing stripping when a standard Phillips driver is used. JIS-compatible drivers are essential for Japanese motorcycle and electronics maintenance.
Other standards include DIN (Deutsches Institut für Normung, Germany — many DIN standards have been superseded by ISO), BS (British Standard — BSW and BSF threads are still encountered in vintage British machinery), and GB (Guobiao, China’s national standard, which is closely aligned with ISO for metric fasteners).
How to Read Supplier Specifications to Ensure Correct Fit
A well-structured supplier specification contains five data points in sequence: standard, diameter, pitch/TPI, length, and material/grade. For example: “ISO 4762, M6×1.0×20, A2-70” decodes as: ISO socket-head cap screw, 6 mm diameter, 1.0 mm pitch, 20 mm long, 304 stainless steel with 700 MPa tensile strength.
When ordering from manufacturers like قفل الأمير السحابة, always verify that the standard code, diameter, pitch, length, material, and finish are explicitly listed on the purchase order. Ambiguity on any one of these six fields is the root cause of most mis-shipment claims in the fastener industry.
Practical Selection Tips: Choosing the Right Screw for Your Project
Steps to Determine the Right Diameter, Length, Pitch, and Head Type
Follow this five-step process every time you specify a screw:
Step 1 — Define the load. Is the screw resisting pull-out (tension), sideways shear, vibration, or a combination? Tension-dominant joints require longer engagement depth. Shear-dominant joints benefit from larger diameters. Vibration environments demand fine-pitch threads or thread-locking compounds.
Step 2 — Measure the materials. Record the thickness of each piece being joined and the hardness of the receiving material. This determines minimum screw length and whether you need a self-tapping tip, a pilot hole, or a pre-tapped thread.
Step 3 — Select the diameter. Start with the smallest gauge that meets the load requirement. Over-sizing the diameter increases cost, requires larger holes (which weaken the substrate), and raises the risk of splitting in wood.
Step 4 — Match the head and drive to the application. Flush surface? Countersunk. Visible and aesthetic? Button head. High torque? Hex or Torx. Tamper-proof? Security drive.
Step 5 — Specify material, finish, and standard. Indoor climate-controlled assembly? Zinc-plated carbon steel to ISO standard. Outdoor coastal structure? 316 stainless with no coating necessary. Automotive under-hood? Alloy steel, ceramic-coated, to ANSI/ASME specifications.
Red Flags to Watch For (Over-Torquing, Mismatched Thread, Improper Finish)
Over-torquing is the most common installation error across all industries. A joint torqued beyond the fastener’s proof load will stretch the screw past its elastic limit, permanently deforming the threads and reducing clamp force. The result: a joint that feels tight during installation but loosens under service loads. Always use a calibrated torque wrench for critical connections.
Mismatched threads — especially UNC/UNF confusion or coarse/fine metric mismatch — damage both the screw and the mating hole. A coarse-thread screw forced into a fine-threaded nut will cross-thread within half a turn and seize. If resistance is felt during the first two turns, stop immediately and verify the thread specification.
Improper finish leads to premature corrosion, staining, or galvanic attack. The most expensive screw in the catalog is worthless if its coating fails in the first season. Specify the finish with the same rigor as the diameter and material.
Common Mistakes and How to Avoid Them
Mixing Metric and Imperial Threads
This mistake destroys more threads than any other error in mixed-standard workplaces. An M8×1.25 bolt looks nearly identical to a 5/16-18 bolt — both are approximately 8 mm in diameter — but the thread pitches are different enough (1.25 mm vs. 1.41 mm) that forced engagement will strip the nut or tap within two turns.
Prevention: color-code metric and imperial bins with distinct labels. Some production facilities stamp metric fasteners with a small “M” on the head. Digital calipers with automatic metric/imperial conversion eliminate guesswork when identifying unmarked fasteners.
Ignoring Material Compatibility and Load Requirements
A residential contractor in Florida replaced galvanized deck screws with clearance-bin zinc-plated interior screws during a remodel. Within eight months, the deck railing fasteners had corroded to the point of structural failure. The repair cost three times the price difference saved by using the wrong screws.
Similarly, substituting a Grade 2 bolt for a Grade 8 bolt in a trailer hitch application reduces the tensile capacity by over 60%. The connection may hold during normal driving but fail catastrophically under heavy braking with a full load. Material substitution in load-bearing connections should always be reviewed by an engineer.
Quick-Reference Cheat Sheet: Choosing Before You Buy
Dimension Checklist for Pros and DIYers
📋 Screw Selection Checklist — Verify All 12 Dimensions
| ☐ 1. | القطر — Gauge number, fraction, or metric M-size |
| ☐ 2. | الطول — Measured correctly per head type |
| ☐ 3. | Pitch / TPI — Coarse or fine; exact value confirmed |
| ☐ 4. | Head style — Pan, flat, hex, button, fillister |
| ☐ 5. | Drive type — Phillips, Pozidriv, Torx, hex, slotted, security |
| ☐ 6. | المواد — Carbon steel, stainless, brass, nylon, alloy |
| ☐ 7. | Grade / Class — e.g., Grade 5, 8.8, A2-70 |
| ☐ 8. | Hardness — HRC/HRB range verified for application |
| ☐ 9. | Finish / Coating — Zinc, black oxide, ceramic, galvanized, none |
| ☐ 10. | قياسي — ISO, ANSI/ASME, DIN, JIS, BS |
| ☐ 11. | Thread type — Machine, wood, self-tapping, self-drilling |
| ☐ 12. | البيئة — Indoor, outdoor, marine, chemical, high-temp |
Visual Quick-Scan Tips for On-Shelf Decisions
When you are standing in a hardware store aisle without a specification sheet, these three visual checks catch 90% of selection errors:
Thread spacing check: Hold two candidate screws side by side. If the thread spacing looks different, they are different pitches — do not assume interchangeability. Carry a pocket thread-pitch gauge ($5–$10 at any hardware store) for definitive identification.
Magnet test for material: A magnet sticks to carbon steel and 400-series stainless but does not stick to 304 stainless steel, brass, or aluminum. This instantly distinguishes material families when labels are missing.
Head marking check: Grade 5 bolts have three radial lines on the hex head. Grade 8 bolts have six radial lines. Metric Class 8.8 bolts are stamped “8.8” on the head. Unmarked hex heads are typically Grade 2 (low strength). Never assume an unmarked bolt is high-grade.

Real-World Examples: Typical Screw Choices for Common Projects
Woodworking, Metal Assembly, and Appliance Repairs
Woodworking (cabinet face frame): #8 × 1-¼” partial-thread wood screw, carbon steel with yellow zinc finish, Phillips or square drive. The partial thread pulls the face frame tight against the cabinet box. Yellow zinc resists the mild humidity inside a kitchen. A residential cabinetmaker in North Carolina reported running through 4,000 of these screws per month with zero joint callbacks over a three-year period — that kind of field consistency is what separates reliable مسامير لوح الخشب المضغوط from commodity fasteners with inconsistent heat treatment.
Metal assembly (HVAC ductwork): #10 × 3/4″ self-drilling screw, carbon steel with zinc plating, hex-washer head. The self-drilling tip eliminates pre-drilling through 20-gauge sheet metal, and the hex-washer head provides a wide bearing surface that seals the joint. Prince Fastener’s self-drilling screw range includes hex-washer-head variants with EPDM rubber washers for weathertight roofing applications — a feature that prevents water ingress at the screw penetration point.
Appliance repair (replacing a dishwasher mounting bracket): #10-24 × 5/8″ machine screw, 304 stainless steel, pan head, Phillips drive. The machine thread mates with the tapped bracket. Stainless steel resists the constant moisture and detergent exposure under a kitchen counter. Pan head provides clearance inside the appliance cavity without snagging hoses or wires.
Environment-Specific Recommendations (Outdoor, High Humidity, Corrosive)
| البيئة | Recommended Material | Recommended Coating | نوع الخيط | Example Application |
|---|---|---|---|---|
| Indoor / dry | الفولاذ الكربوني | Zinc plating | Coarse or fine per design | Furniture, electronics, HVAC |
| Outdoor / exposed | Stainless 304 or ceramic-coated CS | None (SS) or ceramic | Coarse for wood; fine for metal | Decks, fencing, signage |
| Marine / coastal | Stainless 316 or silicon bronze | None required | Per substrate | Boat hardware, dock pilings |
| Chemical plant | Stainless 316, Hastelloy, or titanium | PTFE or none | Fine pitch preferred | Pipe flanges, valve assemblies |
| High temperature (>300°C) | Alloy steel or Inconel | None (coatings degrade at temp) | Fine pitch for vibration | Exhaust manifolds, furnaces |
| Pressure-treated wood | Stainless 304+ or ceramic-coated CS | Ceramic (if CS) | Coarse wood thread | Decks, retaining walls, fences |
Every screw carries 12 dimensions that determine whether it holds or fails: diameter, length, pitch, head style, drive type, material, grade, hardness, finish, standard, thread type, and environmental suitability. Overlooking even one of these — a mismatched pitch, an indoor coating used outdoors, a Grade 2 bolt substituted for a Grade 8 — leads to stripped threads, corroded joints, or structural failure.
The checklist above distills those 12 dimensions into a verification sequence you can use at the order desk, in the hardware aisle, or on the shop floor. Print it. Laminate it. Tape it to your toolbox.
For confident purchasing — especially in volume — partner with a supplier whose documentation, testing, and manufacturing consistency match the rigor of your specifications. قفل الأمير السحابة, with ISO-certified production, 200+ hour salt-spray-tested finishes, and 30 years of batch-to-batch dimensional consistency, supports OEM, ODM, and custom-specification orders for exactly this purpose.
Bookmark this guide. The next time you reach for a screw, you will know exactly which 12 numbers to check — and why each one matters.
Frequently Asked Questions (FAQ)
1. How do I convert thread pitch between metric and imperial?
The formula is straightforward: Pitch (mm) = 25.4 ÷ TPI, ، و TPI = 25.4 ÷ Pitch (mm). For example, a 1/4-20 UNC screw has a pitch of 25.4 ÷ 20 = 1.27 mm. The closest metric thread is M6×1.0, but these are not interchangeable — the thread profiles differ enough to cause cross-threading. Always verify the exact standard rather than assuming the closest conversion will fit. A thread pitch conversion table is an indispensable reference for mixed-standard environments.
2. What does head size affect in terms of tool compatibility?
Head size determines which driver bit engages the recess and how much bearing surface contacts the workpiece. For Phillips and Pozidriv drives, the recess size is linked to the screw gauge: #6 and #8 screws typically use a #2 bit, while #10 and #12 screws may require a #3. For Torx, the recess size (T10, T15, T20, T25, etc.) is stamped on the screw or listed in the supplier’s specification. Using an undersized bit strips the recess; an oversized bit will not seat. Head diameter also determines washer compatibility — a washer’s inner diameter must clear the head, and its outer diameter must exceed it to distribute load.
3. When should I choose a finer pitch over a coarser pitch?
Fine pitch excels in three situations: when you need precise positional adjustment (such as set screws on a shaft collar), when the joint is subject to vibration that could loosen coarse threads (automotive engine mounts, for example), and when you are threading into thin-walled material where a coarse thread would not have enough engagement turns. Coarse pitch is preferred for general assembly, soft materials (wood, plastic, aluminum), and any situation where speed of installation and resistance to cross-threading are priorities.
4. Are there advantages to using stainless steel screws in outdoor projects?
Stainless steel (304 grade for most outdoor use, 316 grade for marine or chemical exposure) eliminates the need for a sacrificial coating and provides indefinite corrosion resistance in most atmospheric conditions. Stainless screws will not stain cedar, redwood, or other tannin-rich woods the way carbon steel does. They are safe for ACQ pressure-treated lumber, which aggressively corrodes plain carbon steel and zinc plating. The trade-off: stainless is 15–20% weaker than heat-treated carbon steel and costs 2–3× more per fastener. For outdoor projects where the screws are exposed to weather, the lifetime cost of stainless is almost always lower than the cost of replacing corroded carbon steel fasteners every few years.
5. How do I determine the correct screw length for a specific joint?
Measure the total thickness of all pieces being joined. The screw must be long enough for the threads to engage at least 1.5× the screw diameter into the receiving material (for steel-to-steel) or 2× the screw diameter (for aluminum, plastic, or wood). For wood joints, the common rule is that the screw should be at least twice the thickness of the top piece. Then verify that the screw does not protrude from the back side of the assembly. Use the head-type measurement rules from Table 2 above to calculate actual thread penetration accurately.
6. What is the difference between a self-tapping screw and a self-drilling screw?
A self-tapping screw has a hardened thread that cuts its own mating thread into a pre-drilled pilot hole — you still need to drill first. A برغي ذاتي الحفر has an integrated drill-bit tip that drills its own pilot hole and then taps the thread in a single operation — no pre-drilling required. Self-drilling screws are standard for attaching sheet metal, cladding, and roofing panels. Self-tapping screws are used in plastic housings, thin aluminum, and pre-punched sheet metal where the hole already exists.
7. Can I mix metric and imperial fasteners in the same assembly?
Technically, you can use both metric and imperial fasteners in the same product — many international assemblies do. However, you must never mate a metric screw with an imperial nut (or vice versa). The thread angles, pitches, and tolerances are incompatible, and forced engagement will destroy the threads. Within a single threaded connection, all mating components must follow the same standard. Between different connections in the same assembly, mixing is acceptable as long as each connection is internally consistent and clearly documented.
8. How do I prevent galvanic corrosion when using screws with dissimilar metals?
Galvanic corrosion occurs when two dissimilar metals are in electrical contact in the presence of an electrolyte (water, humidity). The further apart the metals sit on the galvanic series, the faster the more active (anodic) metal corrodes. Prevention strategies include: using fasteners of the same metal family as the substrate, applying isolation washers or coatings between dissimilar metals, and selecting fastener materials that are cathodic (more noble) relative to the substrate — for example, stainless steel fasteners in aluminum are generally safe because the stainless corrodes much more slowly than the aluminum.
9. What do the markings on bolt heads mean?
In the imperial (SAE/ASTM) system, radial lines on the hex head indicate grade: no lines = Grade 2 (low strength), three lines = Grade 5 (medium), six lines = Grade 8 (high). In the metric (ISO) system, the strength class is stamped directly as a number: “8.8”, “10.9”, or “12.9”. The first number × 100 gives the approximate tensile strength in MPa, and the second number × 10 gives the yield-to-tensile ratio as a percentage. So “8.8” = 800 MPa tensile, 80% yield ratio (640 MPa yield). Stainless steel fasteners use codes like “A2-70” (austenitic stainless, 700 MPa tensile).
10. How should I store screws to maintain their quality and prevent corrosion?
Store fasteners in a dry, climate-controlled environment away from concrete floors (which release moisture). Keep different sizes, materials, and standards in separately labeled bins — never mix metric and imperial loose fasteners in the same container. For long-term storage of carbon steel fasteners, apply a light coat of corrosion-inhibiting oil and seal containers to prevent humidity exposure. Stainless steel and brass fasteners can be stored without oil but should still be kept dry. Prince Fastener ships all fasteners in sealed, moisture-barrier packaging specifically to maintain coating integrity during transit and warehousing — a detail that matters for buyers who stock inventory months ahead of use.














