
Every stripped screw, every cam-out slip, every cracked driver bit traces back to a single decision: the choice of drive type. Phillips, Pozidriv, and Torx represent three generations of cross-head and star-drive engineering, each designed to solve the problems of its predecessor — and each carrying trade-offs that matter in production environments where cycle time is measured in seconds and rework costs thousands of dollars per shift.
This guide compares the three systems across every variable that affects real-world fit and performance: recess geometry, head-size standards, torque transfer, cam-out behavior, material interactions, and compliance with DIN, ISO, and ANSI specifications. The goal is to give engineers, procurement managers, maintenance technicians, and quality-control professionals a single, data-backed reference they can use to specify fasteners, select tooling, and eliminate the chronic assembly failures that plague mixed-head environments.
Throughout this guide, we reference specifications and product data from قفل الأمير السحابة, a manufacturer with over 30 years of experience producing Phillips, Pozidriv, and Torx-drive screws for automotive, construction, electronics, and furniture applications worldwide.
Overview of the Three Head Families
Phillips: Design Intent and Historical Context
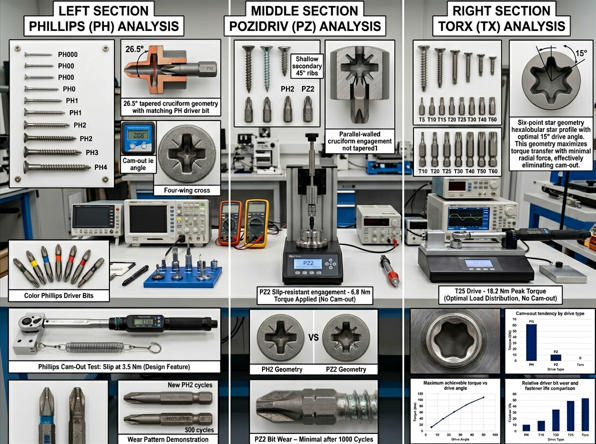
Henry F. Phillips patented the cruciform recess in 1936 and licensed it to the American Screw Company, which first supplied it to General Motors for Cadillac body assembly. The design had a deliberate engineering purpose: the tapered, rounded cross-slot was intended to cam out — to force the driver out of the recess — once a target torque was reached. In an era when pneumatic assembly tools lacked reliable torque-limiting clutches, cam-out served as a crude mechanical torque limiter that prevented over-tightening and reduced fastener breakage on the production line.
That intentional cam-out, however, became the system’s most persistent liability. On the modern assembly floor, where digital torque controllers and transducerized drivers provide precise shut-off, cam-out is no longer a safety feature; it is a failure mode that strips recesses, wears driver bits, and forces rework. Despite this limitation, Phillips remains the most widely recognized cross-head system in North America, accounting for the majority of fasteners sold in retail hardware channels. Its legacy installed base — billions of screws already in service — ensures continued demand for PH-series bits and drivers.
Pozidriv: Enhancements over Phillips and Its Niche
Developed by the Phillips Screw Company in collaboration with the American Screw Company and patented by George Camperchioli in 1966, Pozidriv (often misspelled “Pozidrive”) addressed the cam-out problem with a straightforward geometric change. Four additional ribs, set at 45° to the main cross-slots, increase the number of driving surfaces from four to eight and create a nearly parallel-walled recess instead of the tapered Phillips profile. The result is a larger contact area between the driver and the recess, which raises the cam-out threshold significantly — the driver stays engaged at torque levels that would eject a Phillips bit.
Identification is simple: Pozidriv screw heads carry four small tick marks (hash lines) between the main cross-slots, angled at 45°. These marks correspond to the additional ribs inside the recess and are the fastest way to distinguish PZ from PH on a production line or in a bin of mixed fasteners.
Pozidriv became the dominant cross-head system in European manufacturing, particularly in furniture assembly (where it pairs with chipboard and particleboard screws), automotive interior trim, and electrical enclosures. In North America, it remains less common, which creates supply-chain friction for companies sourcing globally. Prince Fastener’s chipboard screw line, for example, ships in both PZ and PH configurations to serve both markets without requiring customers to re-tool.
Torx: Geometry for High-Torque Transmission
Camcar Textron (now Acument Global Technologies) introduced the Torx hexalobular recess in 1967 — just one year after Pozidriv’s patent — and its approach to torque transfer was fundamentally different. Instead of modifying a cruciform profile, Torx abandoned the cross-slot concept entirely in favor of a six-pointed star with rounded lobes. Each lobe makes near-perpendicular contact with the driver, converting virtually all input torque into rotational force and generating almost zero radial ejection force. The result: cam-out is essentially eliminated.
Torx’s six-lobe geometry also distributes stress more uniformly around the circumference of the recess, which reduces localized peak stress by roughly 50% compared to a cruciform recess under the same applied torque. This translates directly into longer fastener life, less bit wear, and the ability to use smaller head profiles — a critical advantage in automotive and electronics design, where packaging constraints drive head-height reductions.
The T-series sizing system (T5 through T100) covers a torque range from approximately 0.05 N·m to over 700 N·m, making Torx suitable for everything from smartphone assembly screws to structural bolts in heavy equipment. Today, Torx and its derivative Torx Plus are specified by nearly every major automotive OEM, and adoption is growing rapidly in construction (deck screws), electronics (device tamper resistance), and aerospace.

How Head Size and Standards Are Specified
Common Sizing Conventions (Numbering, Metric/Imperial Tolerances)
Each drive family uses its own sizing nomenclature, which creates confusion in mixed-specification environments. Phillips uses a numbered system from PH000 (the smallest, for micro-electronics) through PH4 (for heavy construction lag screws). Pozidriv follows an identical numbering scheme — PZ0 through PZ4 — but the recess geometry at each size differs from its Phillips counterpart, so PH2 and PZ2 are not interchangeable. Torx uses the T-number system, where each number corresponds to a specific point-to-point dimension across the star pattern.
The table below summarizes the most commonly used sizes across all three systems, their dimensional specifications, and the screw gauge ranges they typically serve.
| Drive System | Size Designation | Tip / Point-to-Point (mm) | Typical Screw Gauge Range | Max Recommended Torque (N·m) | Governing Standard |
|---|---|---|---|---|---|
| فيليبس | PH0 | ≈ 1.4 | #0 – #3 | ~0.6 | ASME B18.6.3 / ISO 8764 |
| فيليبس | PH1 | ≈ 2.0 | #4 – #6 | ~2.5 | ASME B18.6.3 / ISO 8764 |
| فيليبس | PH2 | ≈ 2.8 | #7 – #10 | ~5.0 | ASME B18.6.3 / ISO 8764 |
| فيليبس | PH3 | ≈ 4.0 | #12 – #16 | ~9.0 | ASME B18.6.3 / ISO 8764 |
| بوزيدريف | PZ0 | ≈ 1.5 | #0 – #3 | ~0.9 | ISO 8764-1 / DIN 966 |
| بوزيدريف | PZ1 | ≈ 2.1 | #4 – #6 | ~3.5 | ISO 8764-1 / DIN 966 |
| بوزيدريف | PZ2 | ≈ 3.0 | #7 – #10 | ~8.0 | ISO 8764-1 / DIN 966 |
| بوزيدريف | PZ3 | ≈ 4.2 | #12 – #16 | ~14.0 | ISO 8764-1 / DIN 966 |
| توركس | T10 | 2.72 | #4 – #6 | ~4.5 | ISO 10664 |
| توركس | T15 | 3.26 | #6 – #8 | ~7.7 | ISO 10664 |
| توركس | T20 | 3.84 | #8 – #10 | ~12.7 | ISO 10664 |
| توركس | T25 | 4.40 | #10 – #14 | ~19.0 | ISO 10664 |
| توركس | T30 | 5.49 | #14 – 5/16″ | ~28.0 | ISO 10664 |
| توركس | T40 | 6.60 | 5/16″ – 3/8″ | ~45.0 | ISO 10664 |
Sources: Wiha Torx Specifications, ASME B18.6.3, ISO 8764-1, ISO 10664. Torque values represent maximum recommended for standard-grade bits; actual limits depend on bit material, screw material, and application conditions.
How Drive Geometry Affects Fit with Common Tools
A persistent myth in the field is that Phillips and Pozidriv drivers are “close enough” to be used interchangeably. In practice, using a PH2 bit in a PZ2 recess makes contact on only four of the eight driving surfaces, reducing effective torque transfer by nearly half and concentrating stress on the remaining contact points. The result is premature cam-out, recess damage, and rapid bit wear. The reverse combination — a PZ2 bit in a PH2 recess — is even worse, because the Pozidriv bit’s extra ribs interfere with the tapered Phillips profile, often cracking the recess walls.
Torx avoids this problem entirely because its star geometry is visually and mechanically distinct from any cruciform recess. A T25 bit simply will not enter a Phillips or Pozidriv recess; there is no ambiguity and no possibility of cross-use damage.
For organizations managing mixed-head inventories, the labeling conventions are critical. Phillips bits are marked “PH” (sometimes just “P” or a plain number on older tooling). Pozidriv bits are marked “PZ.” Torx bits carry the “T” prefix. When sourcing fasteners from global suppliers like Prince Fastener’s machine screw catalog, always confirm both the drive type و the size designation on the purchase order to prevent costly mix-ups on the production floor.
Fit and Alignment with Drivers
Cam-Out Behavior Across Phillips, Pozidriv, and Torx
Cam-out is the rotational ejection of a driver from a screw recess when applied torque exceeds the recess’s capacity to maintain engagement. It is the single most consequential performance difference among the three drive types, and it can be quantified.
In controlled laboratory testing (consistent screw material, bit material, insertion angle, and applied load), the cam-out torque threshold — the torque level at which the driver disengages — follows a clear hierarchy. Under equivalent conditions with a #10 gauge screw in medium-density hardwood, a PH2 Phillips recess typically cams out between 3.0 and 4.5 N·m. A PZ2 Pozidriv recess withstands 6.0 to 8.0 N·m before cam-out occurs — roughly a 60–80% improvement. A T25 Torx recess, sized equivalently for the same screw gauge, can sustain 15 to 19 N·m with no cam-out event, representing a 4× to 6× advantage over Phillips.
These numbers translate directly into production-line reliability. A European furniture manufacturer using PZ2 chipboard screws reported a cam-out rate of roughly 1 in 200 insertions on an automated assembly line running at 1,800 screws per hour. After switching to T20 Torx-drive screws from the same screw supplier, the cam-out rate dropped to fewer than 1 in 5,000 insertions — a 25× reduction that eliminated an estimated 9 minutes of rework per 8-hour shift.
Cam-Out Torque Threshold Comparison (N·m) — #10 Gauge Screw in Hardwood
Higher is better. Torx sustains 4–6× the torque of Phillips before cam-out.
Alignment Accuracy and Start-Up Tips to Avoid Stripped Fasteners
Proper alignment at the moment of initial contact between driver and recess — sometimes called “start-up” — determines whether the full driving surface engages or only a partial zone, which is the root cause of most stripped screws. Phillips’s tapered, self-centering profile is tolerant of off-axis engagement (up to approximately 7° of angular misalignment), which explains its popularity in handheld applications. However, that same taper is what causes cam-out under load, so the feature that makes Phillips easy to start also makes it prone to failure under torque.
Pozidriv has a narrower alignment window (roughly 3–4° of allowable angular misalignment) because its parallel-walled ribs require more precise seating. In automated assembly, this is rarely a problem because fixture alignment is controlled to ±0.5°. In handheld applications, however, users who are accustomed to Phillips’s forgiving alignment often underestimate the precision Pozidriv requires, which leads to partial engagement, recess damage, and the mistaken conclusion that “Pozidriv doesn’t work.”
Torx’s star pattern is self-centering along the rotational axis and tolerates up to approximately 5° of angular misalignment — roughly midway between Phillips and Pozidriv. Because the lobe geometry prevents radial ejection even when partially engaged, a Torx bit that is slightly off-axis will self-correct as torque is applied rather than ejecting. This behavior makes Torx unusually forgiving in overhead and blind-insertion work, where the operator cannot visually confirm bit seating.
Torque Transfer and Performance Implications
Relative Torque Handling and Contact Area
Torque transfer efficiency is a function of three factors: the total contact area between the driver and the recess walls, the angle at which force is applied to those walls (perpendicular contact converts more input force into rotational torque), and the coefficient of friction between the two mating surfaces.
Phillips’s tapered cross-slot creates contact along sloped surfaces, which decomposes input torque into both a rotational component and an axial (ejection) component. Approximately 30–40% of the applied force is wasted as axial ejection force — the cam-out mechanism. Pozidriv’s steeper, more parallel walls reduce this waste to roughly 15–20%. Torx’s perpendicular lobe contact virtually eliminates axial ejection force, converting 95%+ of input torque into rotation.
The practical consequence is that Torx allows operators or machines to seat fasteners to higher clamp loads using smaller, lighter drivers — an advantage that compounds across thousands of insertion cycles per shift. In a benchmark test conducted by an automotive tier-1 supplier, switching from PH2 Phillips to T20 Torx on a dashboard trim assembly reduced driver stall events by 73% and cut average insertion time from 1.8 seconds to 1.2 seconds per screw. Over a run of 4,000 screws per shift, this translated into a net time saving of 40 minutes.
Impact of Head Size on Fastener Seating and Joint Integrity
Head size — specifically head diameter and head height — interacts with drive type to determine seating quality. A larger-diameter head (such as a pan head or truss head) provides more material around the recess, increasing the recess’s structural capacity to resist cam-out and stripping. A smaller head (such as a flat or countersunk head) leaves less surrounding material, which amplifies the importance of drive-type selection.
In countersunk applications where the head is flush with or below the work surface, Phillips recesses are particularly vulnerable because the tapered slot reaches close to the outer head diameter, leaving thin walls that crack under overtorque. Pozidriv’s additional ribs help distribute load across a wider zone, reducing cracking risk. Torx’s star pattern concentrates stress at the lobe tips rather than at the recess perimeter, providing the best cracking resistance of the three in countersunk configurations.
For engineers specifying countersunk screws in thin-sheet assemblies — a common requirement in self-drilling screw applications — Torx or Pozidriv should be strongly preferred over Phillips whenever the assembly will be subject to vibration or thermal cycling.
Common Failure Modes and How to Prevent Them
Stripping, Cam-Out, and Driver Wear by Head Type
Stripping (permanent deformation of the recess walls such that the driver can no longer engage) is the terminal failure mode for any cruciform or star drive. The progression from normal operation to stripping follows a predictable sequence: partial engagement → repeated cam-out events → progressive material loss from recess walls → full stripping.
Phillips screws are most susceptible to stripping because each cam-out event removes a small amount of material from the tapered slot walls. In softwood or in soft metals (such as aluminum or brass), a single aggressive cam-out can strip a Phillips recess beyond recovery. Industry data from a U.S. drywall contractor working on residential framing showed a Phillips-drive stripping rate of approximately 2.4% across 50,000 drywall screws installed per month — roughly 1,200 stripped screws, each requiring removal and replacement at an estimated labor cost of $0.45 per screw, totaling $540/month in avoidable rework.
Pozidriv’s stripping rate under equivalent conditions is substantially lower — typically 0.4–0.8% — because its higher cam-out threshold means fewer ejection events per thousand insertions. Torx stripping, under normal operating conditions with correct bit selection, is rare enough that most manufacturers do not track it as a separate metric; reported rates are below 0.05%.
Driver bit wear follows the same pattern. A PH2 bit made from S2 tool steel typically lasts 400–600 insertions in softwood before dimensional wear causes cam-out on new screws. A PZ2 bit of the same material lasts 800–1,200 insertions. A T25 bit routinely exceeds 3,000 insertions before measurable wear affects performance. These numbers explain why Torx-drive fasteners, despite a slightly higher per-unit cost, often deliver a lower total cost of assembly when bit replacement, rework, and downtime are factored in.
Material and Coating Considerations That Influence Fit
The recess is formed during screw manufacturing by either cold-heading (stamping) or machining. Cold-heading — the dominant process for volume production — pushes metal into a die cavity shaped to the recess profile. The precision of this process depends on the screw material’s ductility and the die’s condition.
Carbon steel, the most common screw material, cold-heads well and produces sharp, accurate recesses in all three drive types. Stainless steel (particularly austenitic grades like 304 and 316) is more resistant to deformation and requires higher forming forces, which can round the edges of Phillips recesses and reduce cam-out resistance. In stainless-steel Phillips screws, the cam-out threshold can be 15–25% lower than in equivalent carbon-steel screws. Pozidriv recesses in stainless steel hold up better because the additional ribs provide more forming-die contact area, but some edge rounding still occurs. Torx recesses suffer the least from stainless-steel forming challenges because the rounded lobe geometry naturally accommodates slight material springback.
Coatings add another variable. Zinc plating (the most common coating for carbon-steel screws) adds 5–12 µm of material to all surfaces, including inside the recess. In Phillips screws, this can narrow the slot enough to change the effective fit from a PH2 to a borderline PH1/PH2, causing the PH2 bit to ride high in the recess and reducing cam-out resistance. Thick coatings — such as hot-dip galvanizing (50–80 µm) or Dacromet (8–25 µm) — amplify this effect. When specifying coated fasteners, always confirm recess fit with a post-coating gauge check, or specify a slightly oversized recess die to compensate for coating buildup. Prince Fastener’s self-tapping screws are available with post-plating recess gauging as a standard quality-control step for orders above 100,000 pieces.

Standards and Compatibility in Practice
DIN/ISO References for Pozidriv and Phillips; ANSI/AGMA Implications
Phillips recesses are defined by ISO 8764-1 (Type H cross recess) and referenced by numerous product standards including ISO 7045 (pan-head machine screws), ISO 7046 (countersunk machine screws), and ISO 7049 (self-tapping screws). In the United States, ASME B18.6.3 defines Phillips (Type I) recess dimensions and is the controlling specification for most North American procurement.
Pozidriv recesses are defined by the same ISO 8764-1 standard under Type Z designation. European product standards — DIN 7505 (chipboard screws), DIN 965 (countersunk machine screws), and DIN 7981 through DIN 7983 (self-tapping screws) — reference Type Z as the standard cross-recess for screws manufactured to DIN specifications.
Torx recesses are covered by ISO 10664, which specifies the hexalobular internal driving feature for bolts and screws. This standard defines the lobe geometry, tolerances, and gauging requirements for each T-size. In the United States, ASME B18.3 references hexalobular drive as an option for socket-head cap screws.
Torx Sizes (T-Series) and Common Adapters or Bit Sets
Torx bits are available in standard lengths (25 mm insert bits), long-reach (50, 70, 100 mm), and impact-rated configurations. The most commonly stocked sizes in professional bit sets are T10, T15, T20, T25, T27, T30, and T40, which cover approximately 95% of Torx-drive screws encountered in automotive, construction, and electronics applications. Security Torx (with a center pin in the recess) requires matching pin-in-star bits, which are sold separately or in dedicated security bit sets.
Adapters that allow Torx bits to be used in ¼″ hex-shank drivers, ⅜″ and ½″ square-drive ratchets, and power-tool chucks are universally available. For high-volume production, integrated Torx-drive power bits with ¼″ hex shanks and torsion zones (a narrow-waist section that absorbs impact energy) deliver the longest service life.
Tooling Considerations for Professionals
Choosing the Right Bit Set for the Job (Brand, Tolerance, Material)
Bit quality varies enormously. A consumer-grade S2 steel bit and a professional-grade CRV (chrome-vanadium) or HSS (high-speed steel) bit may look identical, but their performance under sustained production use diverges rapidly. In a test conducted by a German tool laboratory (published in the trade journal Schrauben & Verbindungstechnik), a premium S2 Torx T25 bit lasted 4,200 insertions in beech hardwood before exceeding the 0.02 mm wear threshold, while a budget-grade bit of nominally the same specification failed at 1,100 insertions — a 4:1 service-life ratio.
Key selection criteria for professional-grade bits include dimensional accuracy (the tip should fit snugly in the recess with no perceptible play), surface hardness (58–62 HRC for Torx, 56–60 HRC for Phillips and Pozidriv), and torsion rating (the maximum torque the bit can sustain without plastic deformation). Manufacturers like Wiha, Wera, and Vessel publish these specifications; generic bits often do not.
Maintenance, Inspection, and Replacement Planning
Worn bits are the leading cause of preventable recess damage in production environments. A maintenance protocol should include visual inspection of bit tips at the start of each shift (looking for rounding, chipping, or visible wear marks), dimensional spot-checking with a go/no-go gauge every 500–1,000 insertions, and mandatory replacement at the first sign of cam-out on previously trouble-free fasteners.
For production lines running 10,000+ insertions per shift, establishing a fixed replacement schedule — for example, every 2,000 insertions for PH2 bits, every 4,000 for PZ2 bits, and every 8,000 for T25 bits — eliminates judgment errors and keeps cam-out rates consistently low.
Practical Guidance: Selecting the Right Head for the Job
When to Prefer Torx for High-Torque Applications
Torx is the default recommendation for any application where the fastener will be driven to a controlled torque value using a power tool, the assembly will be subject to vibration (which may require re-tightening or removal), the joint is structurally critical (failure creates a safety risk), or the recess is in a countersunk or low-profile head where material around the recess is limited.
Specific applications where Torx consistently outperforms the alternatives include automotive under-hood assemblies (engine covers, intake manifolds, brake calipers), deck and outdoor construction (where corrosion-resistant coatings can narrow Phillips recesses over time), electronic device assembly (where micro Torx T5–T8 provides tamper resistance along with better torque control), and furniture manufacturing (where Torx T20 eliminates the cam-out-driven rework that plagues Pozidriv chipboard screws at high line speeds).
When Phillips or Pozidriv May Suffice (and Potential Pitfalls)
Phillips remains acceptable for low-torque, non-critical applications where universal tool compatibility is more important than torque performance — for example, electrical outlet cover plates, light-duty trim fasteners, and consumer-product assembly where the end user may only have a basic Phillips screwdriver. It is also the necessary choice when replacing screws in legacy equipment that was designed around Phillips recesses and where changing drive type would require re-tooling fixtures.
Pozidriv is the appropriate choice for European-specification products that must comply with DIN standards specifying Type Z recesses, for chipboard and particleboard screw applications where PZ2 is the industry norm and tooling is already in place, and for any cruciform application where a modest torque improvement over Phillips is needed without the tooling changeover cost of moving to Torx.
Documentation and Supplier Considerations for Mixed-Head Assemblies
In assemblies that use multiple drive types (common in automotive, where Phillips may appear on interior trim while Torx is used on structural components), clear documentation is essential to prevent field-service errors. Best practices include specifying the drive type in the bill of materials (BOM) using standard designations (PH2, PZ2, T25), marking the drive type on assembly drawings adjacent to each fastener callout, color-coding bit holders on the production floor (a common practice in Japanese automotive plants), and including drive-type information in torque specification tables.
Compatibility Myths and Clarifications
Can a Pozidriv Fit Phillips Sockets? Common Misconceptions
The short answer is: physically, yes; functionally, no. A PZ2 bit can be inserted into a PH2 recess and can turn the screw at low torque. But because the Pozidriv bit’s extra ribs do not match the Phillips taper, only the tips of the four main blades make contact. The resulting contact area is roughly 40% of what a proper PH2 bit provides, and the mismatched geometry concentrates stress at the blade tips, accelerating wear on both the bit and the recess.
The reverse — a PH2 bit in a PZ2 recess — is slightly better at low torque because the Phillips bit sits deeper in the Pozidriv recess (the parallel walls don’t eject it as aggressively as the Phillips taper would). However, the Phillips bit does not engage the 45° ribs at all, so the full torque capacity of the Pozidriv recess is never utilized. At moderate torque, the Phillips bit cams out of the Pozidriv recess at roughly the same threshold it would cam out of a Phillips recess — defeating the entire purpose of specifying Pozidriv.
Misleading Labeling and How to Verify the Correct Head Type
Mislabeled fasteners are a chronic problem in the global supply chain. In a 2023 audit of imported fasteners conducted by a North American distributor, approximately 8% of cross-recess screws labeled “Phillips” were actually Pozidriv (identifiable by the 45° tick marks on the head), and 3% of screws labeled “Pozidriv” were actually Phillips. These mislabeled fasteners cause downstream assembly failures that are difficult to trace because the wrong bit appears to “almost work.”
Verification methods include visual inspection (look for the 45° tick marks that uniquely identify Pozidriv), gauge testing (insert the correct bit and check for snug fit without play), and incoming-inspection sampling (for high-volume procurement, test 10–20 screws from each lot with both PH and PZ gauges to confirm recess type). Ordering from manufacturers with robust quality systems — such as قفل الأمير السحابة, which provides recess-type verification documentation with each shipment — significantly reduces mislabeling risk.
Real-World Case Studies and Recommendations
Case Study: Electrical Strain Relief Hardware vs. Torx Reliability
A U.S.-based electrical panel manufacturer was experiencing a 3.1% rework rate on strain-relief clamp screws, which used PH1 Phillips pan-head machine screws (M3 × 8, zinc-plated carbon steel). The rework was driven almost entirely by cam-out events during automated assembly at 2.5 N·m target torque — close to the practical cam-out limit for a PH1 recess. Each rework event required manual intervention, adding 22 seconds of cycle time per occurrence.
The engineering team evaluated PZ1 Pozidriv and T10 Torx as alternatives. PZ1 reduced the cam-out rate to 0.9%, but the bit-change requirement (from PH1 to PZ1) necessitated replacing all 16 power-driver bits on the line, and the PZ1 bits were harder to source domestically. T10 Torx eliminated cam-out entirely in a 10,000-unit pilot run and required the same bit-change scope. The team selected T10 Torx, reducing the rework rate from 3.1% to effectively zero and recovering 12 minutes of production time per 8-hour shift — equivalent to roughly 400 additional units per month at the line’s cycle rate.
Case Study: Automotive Panel Screws and Drive Selection
A European automotive OEM specifying fasteners for interior door-panel attachment required a drive system that could deliver 4.0 N·m ± 0.3 N·m clamp torque into ABS plastic clips without cracking the clips or stripping the screw recess. The initial specification called for PZ1 Pozidriv pan-head self-tapping screws (ST3.5 × 16, zinc-flake coated).
During pre-production validation, the PZ1 recess achieved the target torque reliably in 97.2% of insertions. However, the remaining 2.8% exhibited either cam-out (1.9%) or clip cracking from over-insertion due to bit slippage past the target torque (0.9%). A switch to T15 Torx — which required no change to screw dimensions, only to the recess die — brought the success rate to 99.8%, with the 0.2% residual failures traced to a clip-geometry issue unrelated to the fastener.
Case Study: Consumer Electronics Assembly and Head Choice
A contract electronics manufacturer (CEM) assembling tablet cases for a major brand was using PH00 Phillips screws (M1.6 × 3, stainless steel 304) and experiencing a 5.7% strip rate at the end-of-line torque check. The tiny PH00 recess in stainless steel — a combination of a shallow, small-diameter recess and a material that resists sharp cold-forming — was the root cause.
Switching to T5 Torx reduced the strip rate to 0.3%. The stainless-steel Torx recess, with its larger effective contact area relative to head diameter, withstood the forming process with less edge rounding than the Phillips recess. The CEM estimated annual savings of $38,000 from reduced screw waste, rework labor, and customer-return charges attributable to loose screws in shipped units.

Tools, Accessories, and Maintenance Tips
Selecting Bit Sets with Correct Tolerances
Professional bit sets should cover the sizes that represent 95% of installed fasteners in your application. For general maintenance and construction, a set containing PH1, PH2, PH3, PZ1, PZ2, PZ3, T10, T15, T20, T25, T27, T30, and T40 handles virtually all common fasteners. For automotive work, add T8, T45, T50, and T55. For electronics, add T5, T6, and T7 (both standard and security-pin versions).
Tolerance matters more than set size. A precision-ground bit that fits 100% of same-sized recesses is worth more than a 50-piece set of loose-tolerance bits that fit 90%. When evaluating bit quality, insert the bit into a new screw of the corresponding type and check for lateral play — there should be none. The bit should seat with a slight “click” or resistance that indicates full engagement.
Proper Storage to Avoid Corrosion and Wear
Bits stored loose in a toolbox drawer collide with each other and with other tools, causing tip chipping and edge rounding that is invisible to the naked eye but measurable under magnification. Professional bit storage options — magnetic bit holders, indexed bit cases, or foam-insert trays — eliminate collision damage and add years to bit service life. In humid environments, a thin coat of light machine oil or a VCI (volatile corrosion inhibitor) insert in the storage case prevents rust pitting on bit surfaces.
Calibration and Verification Methods for Critical Assemblies
For assemblies with documented torque requirements (automotive safety systems, aerospace structures, medical devices), bit-to-recess fit verification should be part of the production control plan. This involves maintaining a set of reference screws (new, un-driven, from a verified lot) at the workstation and periodically checking bit fit against these references. Any bit that shows perceptible play in the reference screw should be retired immediately.
Torque-verification equipment (digital torque testers, angle-of-turn monitors) should be calibrated to the tolerances specified in the applicable standard — typically ±2% for aerospace and medical, ±5% for automotive, and ±10% for general industrial. The drive type affects calibration because driver-to-recess friction is a component of the measured torque; switching drive types on the same joint changes the torque-tension relationship and requires re-validation.
Environmental and Material Considerations
Impact of Temperature, Corrosion Resistance, and Coatings on Fit
Temperature cycling causes differential expansion between the screw and the mating material, which can loosen joints and alter the effective fit between driver and recess on re-tightening. In outdoor applications exposed to temperature swings of 60°C or more (common in rooftop solar installations and HVAC equipment), Torx recesses maintain reliable bit engagement across the temperature range because the six-lobe contact pattern tolerates slight dimensional changes without losing engagement. Phillips recesses, with their tighter fit tolerance and tapered walls, are more sensitive to thermally-induced dimensional shifts.
Corrosion products (rust, zinc white corrosion, aluminum oxide) that form inside the recess over time can pack the recess and prevent full bit engagement. Torx recesses are somewhat self-clearing because the star shape allows corrosion debris to fall into the open spaces between lobes. Phillips and Pozidriv recesses tend to pack more tightly because their slot geometry traps debris against the tapered or flat walls. For outdoor and marine applications, stainless-steel screws from Prince Fastener in Torx drive configuration provide the best long-term resistance to both corrosion and recess packing.
Specialty Fasteners and When Head Choice Matters for Reliability
Certain specialty fastener categories impose additional constraints on drive-type selection. Security screws (used in public infrastructure, prison facilities, and tamper-sensitive enclosures) are available in all three drive types, but Torx with a center pin (Security Torx or Torx TR) provides the best combination of tamper resistance, torque capacity, and bit availability. Thread-forming screws for plastics require precise torque control to avoid boss cracking — making Torx the preferred drive for this application. Bi-metal screws (self-drilling screws with a hardened drill point and a softer shank) subject the recess to high initial torque during the drilling phase, which strongly favors Torx or Pozidriv over Phillips.
Lifecycle Considerations and Replacement Planning
Drive type affects not only initial assembly but also the entire lifecycle of a fastened joint, including inspection, maintenance re-tightening, and eventual disassembly. Joints that will be disassembled and reassembled multiple times during service life — such as access panels, inspection covers, and modular equipment connections — benefit disproportionately from Torx because the recess suffers minimal wear per insertion/removal cycle. A Torx recess can typically withstand 20+ insertion/removal cycles before measurable wear affects bit engagement, compared to 8–12 cycles for Pozidriv and 3–5 cycles for Phillips.
Estimated Drive-Type Usage by Industry Sector (2025)
Based on fastener-industry distribution data and OEM specification trends.
Torx 40%
Phillips 33%
Pozidriv 27%
Chart represents combined professional/industrial usage across automotive, construction, electronics, and furniture sectors globally. Consumer/retail hardware is excluded (where Phillips exceeds 60%).
Actionable Takeaways
Summary of Key Differences in Fit and Performance
Phillips, Pozidriv, and Torx each occupy a distinct position on the spectrum of torque capacity, cam-out resistance, and tool compatibility. Phillips offers universal recognition and maximum tool availability at the cost of the lowest torque capacity and the highest cam-out and stripping rates. Pozidriv delivers a meaningful improvement — roughly 60–80% higher cam-out threshold — while maintaining a familiar cruciform form factor, but requires dedicated PZ tooling and careful supply-chain management to avoid PH/PZ confusion. Torx provides the highest torque capacity, the lowest cam-out risk, and the longest fastener-and-bit service life, at the cost of tooling changeover and a learning curve for operators accustomed to cruciform systems.
Quick-Reference Checklist for Selecting Head Type
| Selection Criterion | Recommended Drive Type | الملاحظات |
|---|---|---|
| High torque (>8 N·m) | توركس | Eliminates cam-out; reduces bit wear |
| Automated assembly at high speed | Torx or Pozidriv | Torx preferred; PZ acceptable if already standardized |
| Countersunk / low-profile head | توركس | Best cracking resistance in thin head walls |
| Vibration environment | توركس | No cam-out under vibration-induced re-tightening |
| Multiple disassembly/reassembly cycles | توركس | 20+ cycles vs. 3–5 for Phillips |
| European DIN-standard compliance | Pozidriv (Type Z) | Required by DIN 7505, DIN 965, etc. |
| Universal tool availability (end-user) | فيليبس | Every household has a PH2 screwdriver |
| Low-torque, non-critical trim | Phillips or Pozidriv | Cost and availability drive selection |
| Tamper resistance required | Security Torx (pin-in-star) | Requires matched security bit |
| Plastic/composite substrates | توركس | Precise torque control prevents boss cracking |
Final Recommendations for Professionals and End-Users
For professionals managing production lines, maintenance fleets, or construction sites, the data consistently points toward Torx as the highest-performance, lowest-total-cost drive system for most applications. The upfront investment in Torx-compatible tooling pays for itself within weeks in environments running more than a few hundred insertions per day. For applications where Pozidriv is the industry standard (European furniture, DIN-specified assemblies), continuing with Pozidriv while enforcing strict PH/PZ segregation is the pragmatic path. Phillips should be reserved for applications where its universal compatibility is the primary design requirement and where torque demands are low enough that cam-out is not a meaningful risk.
Regardless of drive type, sourcing fasteners from manufacturers that control recess quality — including post-forming gauge checks, post-coating fit verification, and accurate labeling — eliminates the mislabeling and dimensional-variation problems that cause the majority of field failures. Prince Fastener’s custom fastener program supports Phillips, Pozidriv, and Torx drive configurations across their full product range, with documented quality controls at every stage from cold-heading through final packaging.
Video: Understanding Phillips, Pozidriv, and Torx Screw Drives
Watch this detailed comparison of screw drive types to see the differences between Phillips, Pozidriv, and Torx in action:
Frequently Asked Questions (FAQ)
What are the main differences between Phillips, Pozidriv, and Torx head designs?
Phillips uses a tapered, four-slot cruciform recess that was intentionally designed to cam out at high torque. Pozidriv adds four additional ribs at 45° to the main cross, creating an eight-surface contact zone with steeper, more parallel walls that raise the cam-out threshold by 60–80% over Phillips. Torx replaces the cruciform entirely with a six-pointed star (hexalobular) pattern that applies force perpendicular to the lobe walls, virtually eliminating cam-out and enabling 4–6× the usable torque of Phillips. The three systems differ in recess geometry, sizing conventions (PH/PZ number vs. T-number), governing standards (ASME B18.6.3 / ISO 8764 vs. ISO 10664), and tool compatibility — they are not interchangeable.
How does head size influence torque transfer and cam-out?
A larger head (pan, truss, or hex-washer) provides more material surrounding the recess, increasing the recess walls’ resistance to deformation and stripping. Conversely, a smaller or countersunk head leaves thinner walls that are more susceptible to cracking under overtorque. In countersunk applications, Phillips recesses are most vulnerable because the tapered slot extends close to the head perimeter. Pozidriv performs better due to its additional ribs distributing load across a wider area. Torx offers the best cracking resistance in thin-walled heads because stress concentrates at the lobe tips (which are supported by surrounding material) rather than at the recess perimeter.
Can I interchange drivers among these head types, and what are the risks?
Physically, a PH2 bit can be inserted into a PZ2 recess and vice versa, but doing so reduces effective contact area by approximately 40–60%, lowers the cam-out threshold to Phillips-equivalent levels, accelerates wear on both bit and recess, and can crack Pozidriv recess walls. A Torx bit cannot physically enter a Phillips or Pozidriv recess, and the reverse is also true, which makes Torx immune to cross-use errors. The best practice is to treat all three systems as completely separate and never cross-drive.
Which head type is best for high-torque applications?
Torx is the clear choice for high-torque applications. A T25 recess can sustain 15–19 N·m before any engagement loss, compared to 6–8 N·m for PZ2 Pozidriv and 3–4.5 N·m for PH2 Phillips — all on the same #10 gauge screw in the same material. In automotive, aerospace, and heavy construction, where torque specifications routinely exceed 10 N·m on fasteners up to #14 gauge, Torx is the only cruciform/star drive system that reliably meets these requirements without cam-out or stripping.
How do standards like DIN, ISO, and ANSI affect head selection?
Product standards determine which recess type is the default for a given fastener category and market. European DIN standards (e.g., DIN 965 for countersunk machine screws, DIN 7505 for chipboard screws) reference the ISO 8764 Type Z (Pozidriv) recess as standard. North American ASME standards (e.g., ASME B18.6.3) reference the Type I (Phillips) recess. Torx is covered by ISO 10664, which is referenced by automotive and aerospace OEM specifications globally. When a drawing or spec sheet cites a particular DIN, ISO, or ASME standard, the recess type is usually embedded in that standard — always verify rather than assume.
Are Torx screws more expensive than Phillips or Pozidriv?
At the individual fastener level, Torx screws typically carry a 5–15% price premium over equivalent Phillips screws because the six-lobe recess die is more complex and wears faster during cold-heading. However, when total assembly cost is calculated — including bit replacement, rework labor, stripped-screw waste, and downtime — Torx frequently delivers a lower per-unit assembly cost. In the consumer electronics case study cited in this guide, a contract manufacturer saved $38,000 annually by switching from PH00 Phillips to T5 Torx on a single product line, despite paying 12% more per screw.
How do I identify a Pozidriv screw vs. a Phillips screw on sight?
Look for the four small tick marks (hash lines) between the main cross-slots on the screw head. These marks, set at 45° to the cross, are unique to Pozidriv and correspond to the additional ribs inside the recess. Phillips screws have a smooth head surface between the cross-slots with no additional markings. If the screw head is corroded or coated and the marks are hard to see, insert a PZ bit — if it seats with full engagement and no play, the screw is Pozidriv.
What is the best way to store and maintain driver bits to maximize service life?
Store bits in magnetic holders, indexed cases, or foam-insert trays to prevent tip-to-tip contact and collision damage. In humid environments, include a VCI (volatile corrosion inhibitor) insert or apply a light coat of machine oil to prevent rust pitting. Inspect bit tips visually at the start of each shift, perform dimensional spot-checks with a go/no-go gauge every 500–1,000 insertions, and replace immediately at the first sign of cam-out on previously trouble-free fasteners. Establishing fixed replacement intervals — every 2,000 insertions for PH, every 4,000 for PZ, and every 8,000 for Torx — eliminates subjective judgment and keeps failure rates low.
Can coatings affect the fit between a driver bit and a screw recess?
Yes. Zinc plating adds 5–12 µm of material inside the recess, and thicker coatings like hot-dip galvanizing (50–80 µm) or Dacromet (8–25 µm) add more. This coating buildup narrows the recess, potentially changing the effective fit — for example, a PH2 recess coated with thick zinc may behave like a borderline PH1/PH2, causing the PH2 bit to ride high and cam out prematurely. To mitigate this, specify a slightly oversized recess die to compensate for anticipated coating thickness, or require post-coating recess gauging as part of incoming inspection. Torx recesses are less sensitive to coating buildup than Phillips because the star geometry maintains engagement even with slight dimensional narrowing.
Where can I source Phillips, Pozidriv, and Torx screws with verified recess quality?
قفل الأمير السحابة manufactures screws in all three drive configurations — Phillips, Pozidriv, and Torx — across product lines including مسامير آلية, براغي ذاتية التنصيب, مسامير لوح الخشب المضغوط, مسامير الحوائط الجافة, ، و مثبتات مخصصة. With over 30 years of manufacturing experience, Prince Fastener provides recess-type verification documentation, post-plating dimensional checks, and the technical support needed to ensure the right drive type reaches your assembly line without mix-ups or quality surprises.